








Книга
выпущена в печать в 1985 году для металлургических предприятий,
описывает всевозможные перемещений груза и остаётся актуальная до сих
пор. В учебнике Оберман Я.И. очень много непонятных
названий
и понятий, которые хорошо понимают металлурги. В металлургической
промышленности очень важная профессия Стропальщик. Большинство
профессий
связано со строповкой, кантовкой и перевозкой металлических предметов.
Чтобы получить
право на обслуживания объектов Госгортехнадзора необходимо пройти
обучение в
учебном центре. Сдать экзамен и получить удостоверение.  Я обучался два раза, в 1970
и в 2002 году. Правила
и инструкции постоянно меняются, обновляются, в зависимости от развития
инновационных, технических, металлургических процессов. На каждом
предприятии
могут оказаться разные инструкции, а проблемы всё те же. Например:
многие
садоводы или само - строители, при постройке собственного дома, не
знают
элементарных вещей, как зацепить строп для подъёма груза или
перекантовать его.
В этом, даже старом учебнике, можно найти для себя очень важные, для
вашей
безопасности, инструкции. Закон природы не меняется и общие правила
изменить
нельзя. У меня на сайте Садовод,
есть тема Строительство,
в колонке Строительное
дело описывается как строить дом.
При помощи ручной, трёхтонной лебёдки, я валил
деревья на своём участке земли, с корнем, раскряжёвывал их и
подтаскивал к месту постройки дома. Здесь остро ощущается правильная
зацепка стропа и настройка ручной лебёдки.
Я обучался два раза, в 1970
и в 2002 году. Правила
и инструкции постоянно меняются, обновляются, в зависимости от развития
инновационных, технических, металлургических процессов. На каждом
предприятии
могут оказаться разные инструкции, а проблемы всё те же. Например:
многие
садоводы или само - строители, при постройке собственного дома, не
знают
элементарных вещей, как зацепить строп для подъёма груза или
перекантовать его.
В этом, даже старом учебнике, можно найти для себя очень важные, для
вашей
безопасности, инструкции. Закон природы не меняется и общие правила
изменить
нельзя. У меня на сайте Садовод,
есть тема Строительство,
в колонке Строительное
дело описывается как строить дом.
При помощи ручной, трёхтонной лебёдки, я валил
деревья на своём участке земли, с корнем, раскряжёвывал их и
подтаскивал к месту постройки дома. Здесь остро ощущается правильная
зацепка стропа и настройка ручной лебёдки.
 Сергей
Барышников.
Сергей
Барышников.


Главным
направлением дальнейшего развития черной металлургии, как записано в
Основных
направлениях экономического и социального развития СССР на 1981
—1985 годы и на
период до 1990 года, должны стать коренное улучшение качества и
увеличение
выпуска эффективных видов металлопродукции.
Увеличение
производства холоднокатаного листа, фасонных и высокоточных профилей
проката
связано со значительным увеличением количества перемещаемого и
перерабатываемого сырья и материалов. Только для производства 1 т
готового
проката необходимо переместить около 40 т различных грузов. Перемещение
и
перевалка грузов в процессе производства осуществляются
подъемно-транспортными
машинами, оснащенными грузозахватными приспособлениями и стропами. Ряд
подъемно-транспортных машин и устройств непосредственно входит в
оборудование
для осуществления технологического производства и составляет
неотъемлемую часть
общего комплекса (разливочные краны, колодцевые и мостовые краны
прокатных
цехов и т. п.).
Такая
специфика металлургических производств определяет необходимость
практически
всем рабочим овладеть навыками и умением обслуживания
подъемно-транспортных
машин и механизмов в объеме стропальщика 2-го и 3-го разрядов. От
овладения
этими навыками и совершенства конструкции грузозахватных приспособлений
зависит
рациональная и эффективная работа технологических агрегатов.
Технический
прогресс в промышленности связан с применением автоматических
грузозахватных
устройств и механизмов с дистанционным управлением захвата и
освобождения
груза. Однако это не уменьшает важности стропальных работ, которые
занимают
значительное место в современном металлургическом производстве.
Повышение
производительности труда и квалификации стропальщиков, быстрый и
правильный
подбор стропов, применение технически грамотных методов строповки
приобретают
все более актуальное значение, так как они связаны не только с высокой
производительностью, долговечностью и надежностью работы оборудования,
но и с
обеспечением безопасного ведения грузоподъемных и транспортных работ.
Анализ
статистических данных по несчастным случаям показывает, что наибольшее
число их
происходит вследствие неграмотного выполнения стропальных операций при
подъеме
и перемещении грузов или нарушения правил безопасности.
Настоящее
учебное пособие составлено в соответствии с программами подготовки
квалифицированных рабочих, а средних профессионально-технических
училищах по
металлургическим профессиям. В соответствии с программами в нем дается
учебный
материал, необходимый для формирования навыков и умений стропальщиков
2-го и
3-го разрядов, и содержатся сведения для подготовки стропальщиков
4-го—6-го
разрядов, которые обслуживают большое число переделов металлургического
производства от рудников до складирования готовой продукции.
Глава
I СТРОПАЛЬНОЕ
ДЕЛО, ПРАВА
И ОБЯЗАННОСТИ СТРОПАЛЬЩИКА
1. Квалификационная характеристика стропальных
работ
Под
стропальным делом понимают совокупность работ и умений, связанных с
обслуживанием
подъемно-транспортных машин и механизмов, включающих строповку* и
увязку
перемещаемых грузов для их подъема, перемещения и укладки; наблюдение
за грузом
при подъеме, перемещении и укладке; отцепку стропов на месте установки
или
укладки; укладку и складирование грузов; подачу сигналов крановщику или
машинисту грузоподъемного механизма, оборудования; выбор необходимых
стропов в
соответствии с массой и размерами перемещаемого груза; определение
пригодности
стропов к работе и т. п. Рабочего, выполняющего эти операции, называют
стропальщиком.
Термин
«строп» пришел к нам в русский язык, как морской
термин, означающий устройство
для подвешивания грузов к крюкам, траверсам, скобам. Слово Strop в
переводе на
русский язык с английского означает ремень, а с голландского
— петля. В
некоторых случаях такие работы именовали такелажными, но с развитием
грузоподъемных машин и механизмов, грузозахватных устройств происходила
дифференциация понятий и разграничение выполняемых работ. В настоящее
время под
такелажными работами понимают работы по перемещению грузов в
вертикальном и
горизонтальном направлениях с помощью лебедок, талей, домкратов, козел,
скатов;
сооружение настилов, стоек, временных мостков и приспособлений;
установку,
монтаж и демонтаж блоков, талей, якорей, мачт и полиспастов; сращивание
металлических тросов и канатов; запасовку канатов и т. п. Строповкой
называют совокупность приемов обвязки и
зацепки грузов для
их подъема и перемещения грузоподъемными средствами. Строповку
выполняют с
помощью съемных грузозахватных приспособлений, навешиваемых на крюк
крана
(стропов, траверс, захватов, бадей и т. п.).
 В
морских портах, в
судостроении принят термин «стропка», в отдельных
случаях используют термин
«чалить» или «зачалить груз». В
настоящем учебном пособии принят термин
«строповка грузов», наиболее широко используемый в
металлургической
промышленности.
В
морских портах, в
судостроении принят термин «стропка», в отдельных
случаях используют термин
«чалить» или «зачалить груз». В
настоящем учебном пособии принят термин
«строповка грузов», наиболее широко используемый в
металлургической
промышленности.
 Квалификационная
характеристика
стропальных работ следующая:
Квалификационная
характеристика
стропальных работ следующая: Строповка
и
увязка грузов для подъема, перемещения и укладки: Средней
сложности изделий, деталей и узлов с установкой их на станок, подмостье
с
помощью монтажных механизмов и приспособлений, а также других
аналогичных
грузов массой, кг: Сложных
изделий, деталей и узлов, требующих повышенной осторожности;
технологического
оборудования и связанных с ним конструкций, изделий и узлов; машин и
механизмов
непосредственно при стапельной и секционной сборке и разборке машин,
аппаратов,
конструкций сборных элементов зданий и сооружений и аналогичных грузов
массой,
кг: Лесных
грузов длиной, мм: простых: Средней
сложности: Отцепка
стропов на месте установки или укладки. Выбор
необходимых для
перемещения груза стропов в соответствии:Выбор
способов быстрой и безопасной строповки и перемещения грузов в
различных
условиях:Квалификационная
характеристика
знаний стропальщика следующая:Правила
строповки, подъема и перемещения груза: Правила
определения наиболее удобных мест застройки.
Правила определения
способов строповки грузов: Способы
защиты грузов от порчи и прогиба при подъеме и перемещении грузов: Устройство
грузозахватных механизмов и приспособлений .
Устройство и конструкции
приспособлений, применяемых при подъеме и
перемещении
грузов для предохранения их от порчи и прогиба.Методы
и
сроки:
Строповка
и
увязка грузов для подъема, перемещения и укладки: Средней
сложности изделий, деталей и узлов с установкой их на станок, подмостье
с
помощью монтажных механизмов и приспособлений, а также других
аналогичных
грузов массой, кг: Сложных
изделий, деталей и узлов, требующих повышенной осторожности;
технологического
оборудования и связанных с ним конструкций, изделий и узлов; машин и
механизмов
непосредственно при стапельной и секционной сборке и разборке машин,
аппаратов,
конструкций сборных элементов зданий и сооружений и аналогичных грузов
массой,
кг: Лесных
грузов длиной, мм: простых: Средней
сложности: Отцепка
стропов на месте установки или укладки. Выбор
необходимых для
перемещения груза стропов в соответствии:Выбор
способов быстрой и безопасной строповки и перемещения грузов в
различных
условиях:Квалификационная
характеристика
знаний стропальщика следующая:Правила
строповки, подъема и перемещения груза: Правила
определения наиболее удобных мест застройки.
Правила определения
способов строповки грузов: Способы
защиты грузов от порчи и прогиба при подъеме и перемещении грузов: Устройство
грузозахватных механизмов и приспособлений .
Устройство и конструкции
приспособлений, применяемых при подъеме и
перемещении
грузов для предохранения их от порчи и прогиба.Методы
и
сроки:Контрольные
вопросы
1.
Характеристика
стропального дела. 2. Отличия в характеристике работ стропальщика
второго и
третьего разрядов. 3. Основные обязанности стропальщика. 4. Порядок
аттестации
и переаттестации стропальщиков.
Глава
II ГРУЗЫ
И ТАРА
1. Грузы в металлургическом производстве
Сырье,
полуфабрикаты, готовые изделия и оборудование, подлежащие перемещению,
называют
грузами. Современное металлургическое производство с полным циклом
включает
следующее: шахты по добыче руд и каменных углей; горно-обогатительные
комбинаты, где осуществляют дробление и обогащение руд, окускование
обогащенных
концентратов; коксохимические заводы с отделениями для подготовки
углей, их
коксования и извлечения химических продуктов; энергетические цехи для
получения
кислорода, сжатого воздуха (дутья) и очистки газов; доменные цехи для
выплавки
чугуна и доменных ферросплавов; сталеплавильные цехи (конверторные,
мартеновские,
электросталеплавильные) для производства стали; прокатные цехи;
шихтоподготовительные отделения; литейные цехи; ряд вспомогательных
производств; цехи готовой продукции; склады шихтовых и вспомогательных
материалов. Через все эти производства перемещают руду, топливо, флюсы,
шихтовые и заправочные материалы, ферросплавы, газообразные материалы,
жидкости, порошки, расплавленный металл, прокат, фасонное литье и т. д.
Грузы в
зависимости от вида, способа
складирования и строповки подразделяют на несколько групп. Поднимать
мертвые грузы
подъемным краном категорически запрещается.
Поднимать
мертвые грузы
подъемным краном категорически запрещается.Контрольные
вопросы
1. Определение
груза. 2. На какие группы
подразделяют грузы?
3. Какие грузы относятся к мертвым?
2.
Тара,
применяемая в металлургическом
производстве
Не
допускается подъем
связок металла за обвязочные пояса, которые для этой цели не
предназначены.Контрольные
вопросы
1.
Какие
виды тары
применяют на производстве?
2. Можно ли
поднимать пакеты и пачки за обвязочные пояса?
3. Порядок освидетельствования тары.
3. Устройство
тары общего назначения
Контрольные
вопросы
1.
Какую тару общего
назначения применяют на металлургическом предприятии?
2. Как осуществляют захват барабана стропами?
3.Как осуществляют захват поддона
стропами?
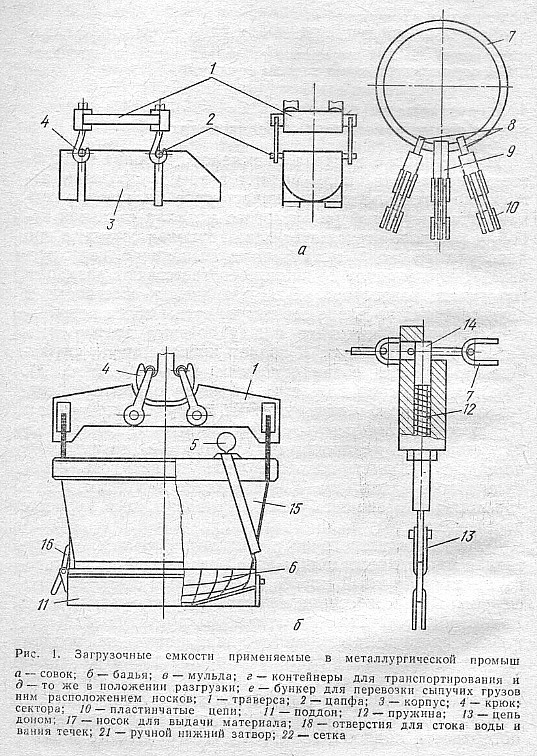
4.
Загрузочные
емкости, применяемые в металлургических цехах
 |
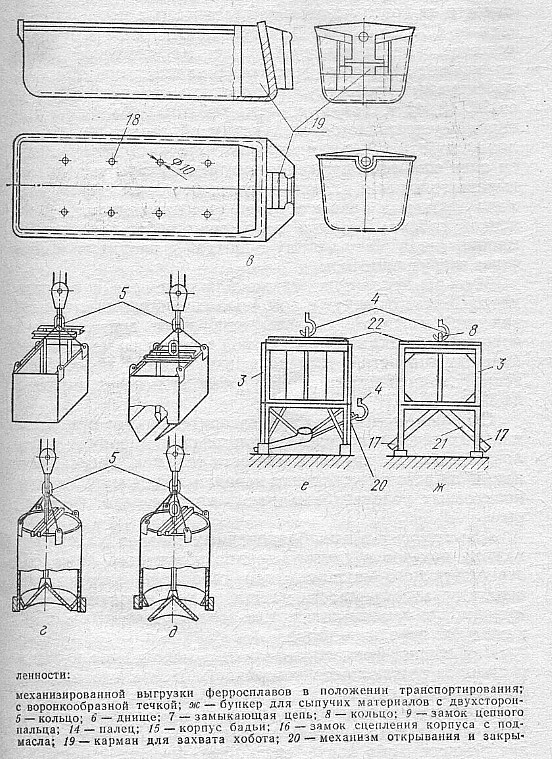 |
Для
загрузки
мартеновских сталеплавильных печей применяют мульды. Это литой стальной
короб,
на одной торцовой стенке которого имеется карман, служащий замком и
упором, в
который вводят головку хобота загрузочной машины. На дне мульды
расположены
отверстия диаметром 10 мм для слива воды и масла, стекающих с шихтовых
материалов. Вместимость мульд в зависимости от конструкции
эксплуатируемых
печей изменяется от 0,75 до 3,3 м3. Для
транспортирования мульд с
шихтового двора в печной пролет мартеновского цеха применяют двухосные
тележки.
В зависимости от транспортируемых мульд грузоподъемность тележек
составляет 30,
40, 45 т. Захват мульды хоботом завалочной машины осуществляется
следующим
образом. Опустив головку хобота в карман мульды, машинист перемещением
тяги
сообщает движение сухарю. Сухарь выходит из выреза головки и входит в
вырез
передней стенки кармана мульды и таким образом замыкает мульду с
головкой
хобота. В таком положении хобот загрузочной машины поднимает мульду с
шихтой и
вводит ее в печь через загрузочное окно.
Контрольные
вопросы
1.
Какую загрузочную
тару применяют на металлургическом предприятии?
2. Как устроена загрузочная бадья?
3. Как устроена мульда?
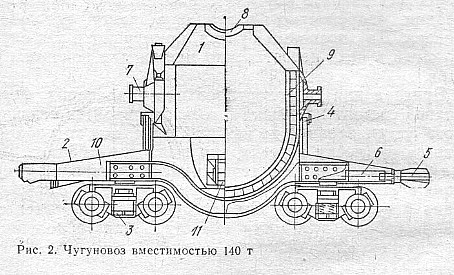
Шлаковозы
предназначены
для перевозки ковшей с
жидким шлаком от доменных печей к грануляционным установкам или на
шлаковый
отвал предприятия. Эти же ковши предназначены для транспортирования
шлака
сталеплавильных печей. Ковши для перевозки шлака, как правило,
изготавливают
чугунными литыми, а также сварными из листовой стали. В зависимости от
производительности
домны применяют шлаковые ковши вместимостью 11 и 16,5 м3. Первые делают
круглыми, а вторым
придают вытянутую форму с эллиптическим сечением. Для удобства выбивки
остатков
шлака дно ковша выполняют сферическим. Шлаковые ковши не футеруют.
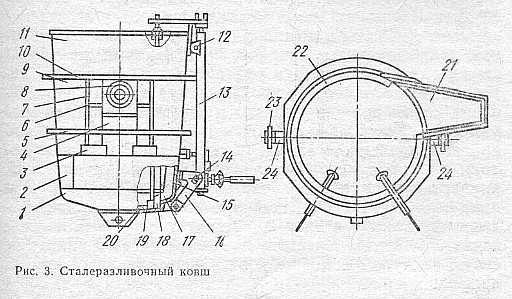
Основными
элементами сталеразливочного ковша являются корпус, кантовальное
устройство и
два стопорных механизма (рис. 3). Корпус ковша состоит из кожуха,
цапфового
пояса, днища и шлакового желоба. Кожух сваривают встык из трех обечаек
—
верхней 11, средней 9 и нижней 2\ он имеет в продольном сечении форму
усеченного конуса, а в поперечном — окружности. В верхней
части кожуха
приварены кронштейны 12 для закрепления стопорного механизма 13 и
кольцо 22 для
создания необходимой жесткости кожуха и удержания футеровки от
выпадания при
опрокидывании ковша. Цапфовый пояс состоит из кольцевых ребер
жесткости—
верхнего 10 и нижнего 4, вертикальных ребер жесткости 5 и 7, двух
цапфовых плит
8 и цапф 24. Кованые цапфовые плиты приваривают к верхнему кольцевому
ребру
жесткости и кожуху, а с нижним ребром жесткости плиты связаны ребрами
5.
Вертикальные ребра 7 приварены к
ребрам 10 и 4 и соединены с цапфовыми плитами горизонтальными ребрами 6. Цапфы 24, служащие для
захвата ковша
крюками траверсы литейного крана, запрессовывают в цапфовые плиты с
внутренней
стороны кожуха. Для исключения самопроизвольного опрокидывания ковша с
металлом
ось цапф располагают выше центра тяжести ковша. Сами цапфы снабжают
привариваемыми с наружной стороны предохранительными шайбами 23, чтобы
крюки
литейного крана не соскальзывали с цапф. Для установки на стенд или
сталевоз
ковш снабжен кронштейнами 3, приваренными к нижнему кольцевому ребру
жесткости
цапфовых плит. Днище / ковша выполнено выпуклым (может выполняться
плоским),
футеровано огнеупорным кирпичом. Для выпуска металла из ковша в
футеровке днища
в специальных гнездовых кирпичах установлены два сливных стакана 18.
Для
свободного схода металла футеровку днища выполняют с небольшим уклоном
в
сторону сливных стаканов, закрывающихся пробкой 19. Шлаковый желоб 21
служит
для слива шлака при переполнении ковша металлом. Кантовальное
устройство служит
для поворачивания ковша при сливе шлака и остатков металла после
разливки. Ковш
наклоняется малым крюком литейного крана, зацепленного за ось 14 скобы
16. В
исходном положении скоба удерживается от падения захватом 15,
приваренным к
нижней части обечайки кожуха. При движении вверх скоба, поворачиваясь
на
шарнире, соединяющем скобу и тягу 20, выходит из зацепления с захватом.
При
дальнейшем движении тяга 20 упирается своим выступом в днище ковша и
поворачивает его на цапфах.
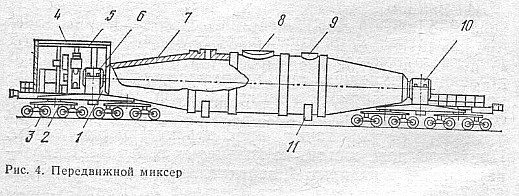
Миксер предназначен
для усреднения
химического состава чугуна, выравнивания и сохранения температуры
чугуна,
подаваемого на заливку в сталеплавильную печь. По проектам ВНИИметмаша
созданы
передвижные миксеры вместимостью 150, 420, 600 т. Передвижной миксер
(рис. 4)
состоит из сигарообразного корпуса 7, футерованного изнутри огнеупорным
кирпичом, опорных узлов 6 и 10, навесного привода 5 механизма поворота,
ходовой
части и кабины 4. Миксер оборудован системами смазки механизмов и
замера
температуры жидкого металла. Корпус миксера сварен из пяти обечаек
— трех центральных
цилиндрических и двух концевых конических. К последним приварены цапфы.
В
цилиндрической части корпуса имеется заливочное окно 8, к которому
приварен
сменный носок для слива чугуна, и два вспомогательных окна 9,
используемые при
кладке, ремонте и сушке футеровки. Снизу приварены кронштейны 11 для поднятия корпуса домкратами при
проведении ремонта опорных подшипников. Ходовая часть миксера состоит
из двух
восьмиосных составных балансирных тележек, тормозной системы и
автосцепки.
Каждая восьмиосная тележка собрана из четырех двухосных тележек 3
железнодорожного типа, связанных попарно шарнирами с промежуточными
балансирами
2, а все вместе взаимосвязаны с главными балансиром 1, на котором
установлены
опорные узлы, на которых находятся корпуса.
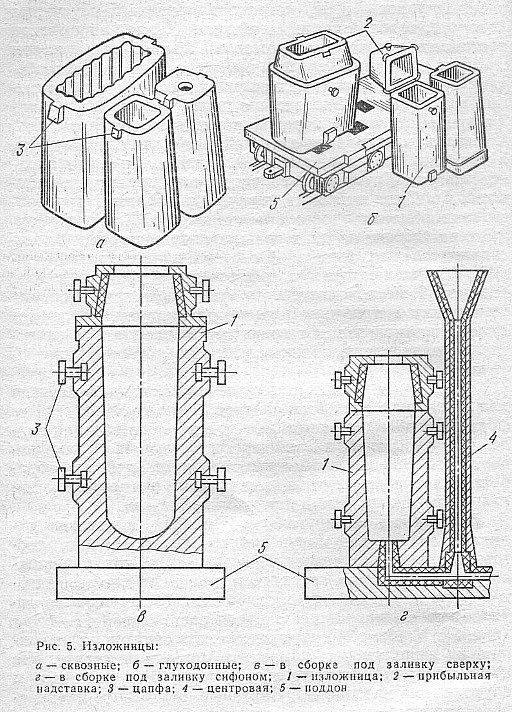
Чтобы
облегчить извлечение слитков из изложниц, их выполняют с уширеиием
книзу или
кверху. По конструктивным особенностям различают сквозные и глуходонные
изложницы. Сквозные изложницы квадратного или прямоугольного сечения с
уширеиием книзу применяют при литье кипящей, спокойной и полуспокойной
сталей.
Стенки этих изложниц выполняют плоскими или с небольшой выпуклостью,
что предупреждает
образование трещин в начальный период затвердевания слитка. С этой же
целью для
больших квадратных и листовых слитков из кипящей стали внутреннюю
поверхность
стенок изложниц делают волнистой. Устанавливают сквозные изложницы на
индивидуальные чугунные поддоны. При литье спокойной и легированной
стали
используют глуходонные расширяющиеся кверху изложницы. Слитки,
предназначенные
для ковки, получают в многогранных изложницах, чаще в восьмигранных, а
для
отливки трубных слитков используют сквозные круглые изложницы.
Контрольные
вопросы
1. В
чем транспортируют чугун от домны к
месту потребления? 2.
В чем
транспортируют и выдерживают чугун перед заливкой в сталеплавильную
печь? 3.
Как транспортируют расплавленную сталь?
6. Определение
массы и расположения
центра тяжести груза
Удельная масса часто
встречающихся
материалов приведена ниже, кг/м3:Алюминий
. . . 2550—2700
Олово..... 7300
Бетон
...... 2200
Парафин
.... 900
Вода..... 1000
Свинец
.....
11300
Вольфрам
. . . 19300
Сталь:
Древесина:
твердая
.... 7300
береза
.... 700
расплавленная…
7500
дуб.....
800
Цинк .....
6900—7300
сосна
.... 500
Чугун:
Земля,
глина . . 1300—2500
белый ....
7650
Песчаник
....
2200—2500
ковкий
....
7300
Песок:
серый
. , . .
7550
сухой
.... 1400—1600
Уголь .....
900
влажный
. . .
1900—2000
Кокс..... 450
Кирпичная
кладка
1420—1700
Азот
жидкий .. 790
Латунь
.... 8500
Бензин… 700
Лед...... 900
Воздух
(жидкий)… 860
Медь..... 8900
Керосин
.... 800
Мел
.....
2400
Кислород
(жидкий)… 1140
Никель.....
8900
Мазут.....
900
Для определения
массы груза
используют следующие формулы:
для
простых
грузов Q = mV;
для
сложных
грузов Q = m Σ Vi,
где Q
—
масса груза; т — удельная масса, численно равная плотности
материала; V — объем
груза; Vi — объем отдельных частей груза; Σ
— сумма всех частей груза.
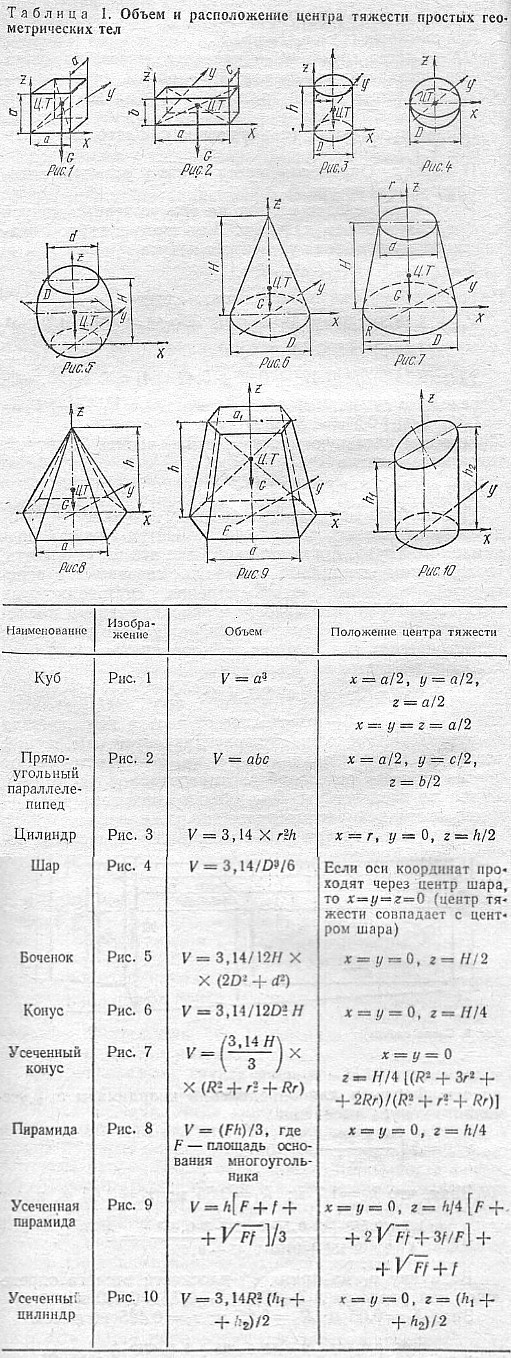
Объем
правильных геометрических фигур приведен в табл. 1.
↓
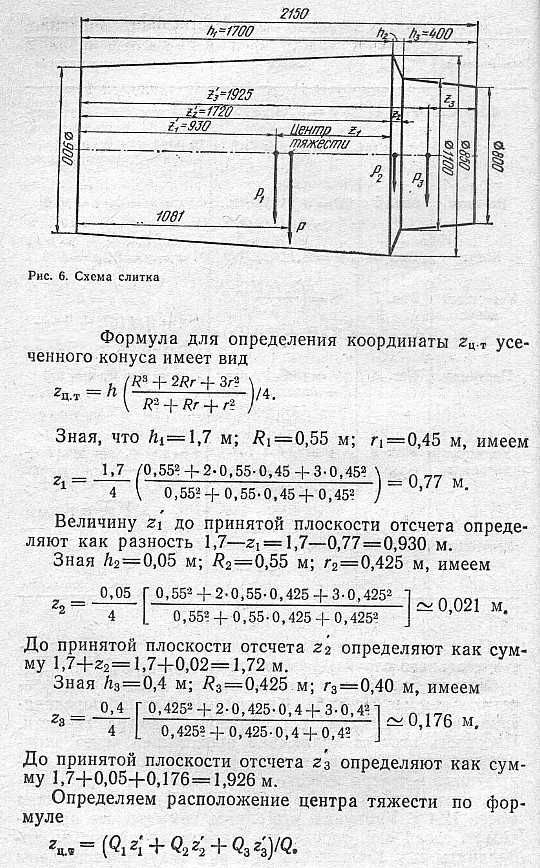
Пример.
Определим
массу слитка, размеры
которого приведены на рис. 6. ↓
Разбиваем
условно слиток на три усеченных конуса и определяем объем каждого. Для
этого в
табл. 1 находим формулу объема усеченного конуса
V
—
(3,14/3)
h (R2 + г2 + Rr).
Находим
объемы каждого элемента слитка
Vx ~
(3,14/3) 1,700 (0,552 + 0,452 + 0,55-0,45] ~
1,34 м3;
V2 ~
(3,14/3) 0,05 [0,552 + 0,422 + 0,55-0,42) ~ 0,04 м3;
У3 ~
(3,14/3) 0,4 [0,422 + 0,42 + 0,42-0,4] ~
0,21 м3.
Определяем
суммарный объем слитка V= V1+ V2+ V3 =
1,34+0,04+0,21 = 1,59 м3.
Принимаем
удельную массу слитка равной 7,8 т/м3, тогда масса
слитка
Q = mV
= 7,8?1,59 ~
12,4 т.
При
выборе
мест строповки груза возникает необходимость определить расположение
центра
тяжести поднимаемого груза. Если при строповке это не учитывать, то
возможны
аварийные ситуации, связанные с перегрузкой отдельных ветвей стропов,
грузоподъемных
средств; потерей устойчивости и опрокидыванием поднимаемого объекта.
Положение
центра тяжести различных геометрических тел находят по координатам
χ ц.т, У/ц.т,
Z ц.т,
определяемым по формулам
χ
ц.т
= ΣQ
? X ? /Q;
У/ц.т =
ΣQ ? У?/Q;
Z ц.т =
ΣQ ? z
?
/Q,
где
χ ц.т, У/ц.т,
Z ц.т —
расстояние от центра тяжести тела до плоскости, проходящей
перпендикулярно
измеряемой оси через центр координат, м; X
?, У?, z ?
—расстояние от центра тяжести
отдельной рассматриваемой части тела до той же плоскости, м; Q
— общая масса
тела, т; Q, — масса отдельной рассматриваемой части тела, т.
Координаты
центра тяжести правильных геометрических фигур приведены в табл. 1.
Пример.
Определим
расположение центра тяжести
стального слитка, изображенного на рис. 6.
↓
Условно
разбиваем слиток на три правильных усеченных конуса. По табл. 1 находим
формулы, определяющие их координаты расположения центра тяжести.
Плоскость
отсчета принимаем проходящей через нижнее основание слитка
перпендикулярно его
оси. Из предыдущего примера известно, что отдельные части слитка имеют
массу Q1 = 10,45; Q2
= 0,31; Q3
= 1,64
т, общая
масса 12,4 т. Учитывая, что слиток симметричен относительно своей оси,
определяем расположение только координаты Z ц.т. Координаты χ ц.т, У/ц.т
будут расположены на
оси.
Подставляя
в
формулу соответствующие значения, находим расстояние между центром
тяжести и
началом координат
χ ц.т =
(10,45•0,93 + 0,31 • 1,72 + 1,64 •
1,926)/12,4 = 1,081 м.
Определив
расстояние центра тяжести от принятого начала координат, его переносят
на
поднимаемый груз и делают пометку мелом или другим способом. Места
застроповки
груза должны располагаться симметрично центру тяжести таким образом,
чтобы
отвесная прямая, проходящая через центр тяжести, размещалась между
местами
застроповки. Чем больше расстояние между местами застроповки, тем
устойчивее
положение груза при прочих равных условиях.
На
упакованных грузах расположение центра тяжести указывают на упаковке.
В тех
случаях, когда конфигурация груза вызывает затруднения при расчете
положения
центра тяжести, а его необходимо определить, то можно использовать
практический
прием. После определения массы груза подбирают соответствующий строп и
им
приподнимают груз за один из краев. На приподнятом грузе на двух
плоскостях
проводят отвесные линии как продолжение ветви стропа. Затем груз
опускают и
приподнимают за другой конец. На тех же плоскостях снова проводят
отвесные
прямые. Точки пересечения отвесов определяют расположение центра
тяжести
определяемого груза.
В тех
случаях, когда стропальщик затрудняется определить массу перемещаемого
груза и
расположения центра тяжести, он обязан обратиться за уточнением к
своему
бригадиру, мастеру или механику.
Контрольные
вопросы
1.
Как классифицируют
грузы в зависимости от вида, способа складирования и строповки?
2. Виды тары и ее применение.
3. Как устроена загрузочная бадья?
4. Как устроена мульда?
5. Как устроены ковши для перевозки и разливки
металла?
6. Определение массы груза.
7. Как определить расположение центра тяжести
груза?
Глава III
ЭЛЕМЕНТЫ
ГРУЗОЗАХВАТНЫХ УСТРОЙСТВ
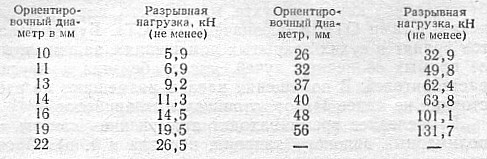
Стальные
канаты изготавливают из высокопрочной стальной проволоки (не ниже Ст.
1) по
ГОСТ 7372—79 диаметром до 3 мм, временное сопротивление
которой при растяжении
выше 1764 МПа. Временное сопротивление при растяжении — это
растягивающая сила,
приходящаяся на единицу площади поперечного сечения, при которой
происходит
разрушение испытуемого образца. Его измеряют в паскалях (Па),
мегапаскалях
(МПа).
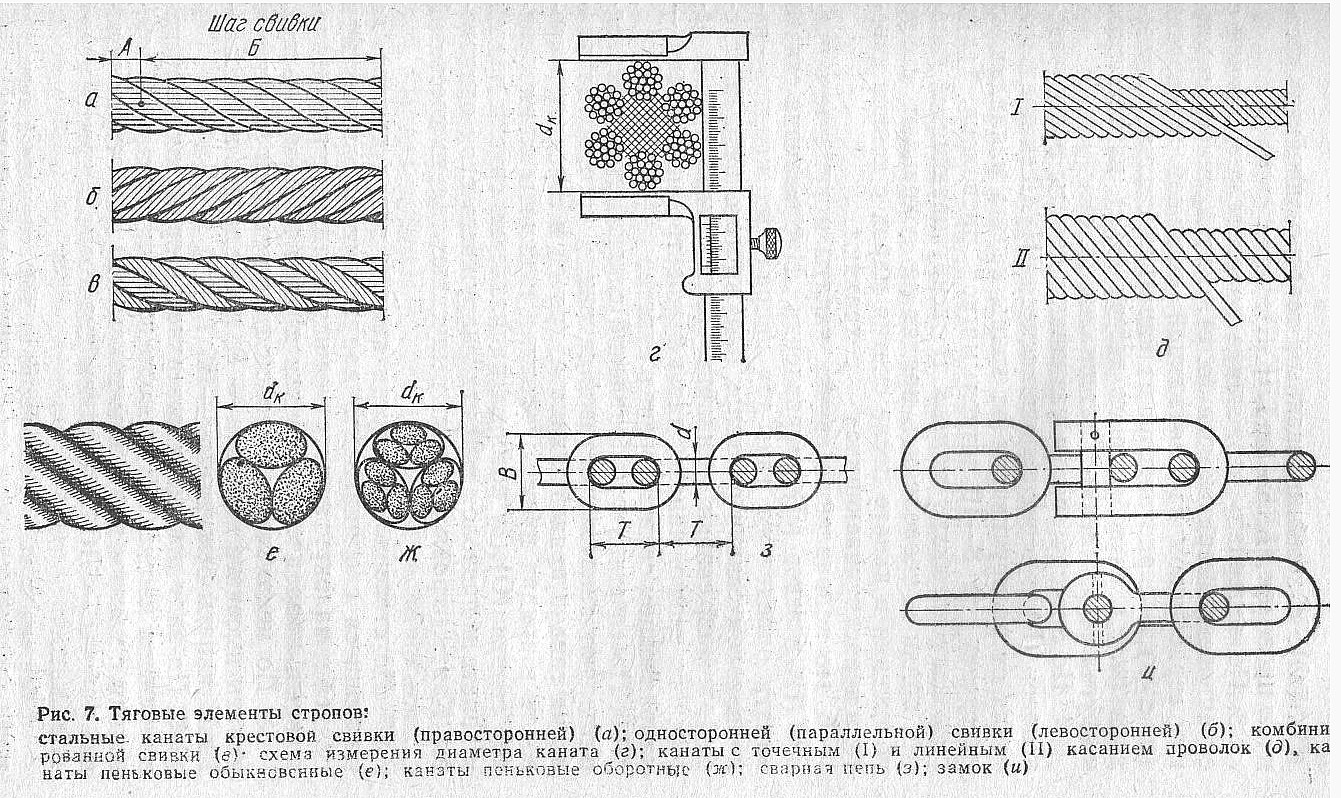
Технические
условия на стальные канаты сформулированы в ГОСТ 3241—80
«Канаты стальные.
Технические условия». В соответствии с ГОСТ канаты
классифицируют следующим
образом (рис. 7).
1. По
форме поперечного сечения — на круглые
и плоские. Круглые канаты, в свою очередь, подразделяют по ряду
признаков: по
конструктивному — на канаты одинарной, двойной и тройной
свивки. Канаты
одинарной свивки (спиральные) изготавливают непосредственно из
отдельных
проволок, свитых в спирали. При двойной свивке сначала свивают
отдельные пряди,
а затем из готовых прядей свивают канат. Канаты тройной свивки бывают
однослойные, двухслойные и трехслойные. Применяют канаты тройной
свивки,
свиваемые из нескольких стренг. Стренг — канат двойной
свивки. Канаты тройной
свивки называют кабелями.
Кроме
того,
различают круглопрядные и фасонопрядные канаты. Круглопрядные имеют
форму
поперечного сечения прядей круглой, фасонопрядные —
трехгранную, овальную или
какую-либо другую форму.
2. По
типу прядей подразделяют канаты с
точечным касанием проволок между слоями (ТК); с линейным касанием
проволок между
слоями и одинаковым диаметром проволок по слоям пряди (ЛК—0);
с линейным
касанием проволок между слоями и разным диаметром проволок в наружном
слое
пряди (ЛК-Р); с линейным касанием проволок между слоями и проволоками
заполнения (ЛК-3); с линейным касанием проволок между слоями, имеющие в
пряди
слои с проволоками одинакового диаметра и слои с проволоками разных
диаметров (ЛК-РО);
с комбинированным точечно-линейным касанием проволок (ТЛК-0 и ТЛК-Р).
3. По
материалу сердечника подразделяют канаты с органическим сердечником (о.
с), с
металлическим мягким сердечником из отожженной стальной проволоки j (м.
с. м),
с сердечниками из канатной стальной проволоки (м. е.), из асбестового
шнура (а.
с), из пластмасс и
других искусственных
материалов (и. с).
4. По
способу свивки различают канаты
раскручивающиеся (Р) и нераскручивающиеся (Н). Для предохранения от
раскручивания на концы каната накладывают перевязку из 8—10
витков мягкой
проволоки. Такую перевязку называют маркой. В раскручивающихся канатах
пряди и
проволоки в прядях не сохраняют своего положения в канате после снятия
марок с
концов каната, в нераскручивающихся — сохраняют.
5. По
направлению свивки канаты могут иметь
правое (П) и левое (Л) направления. Направление свивки каната
определяют так:
для спиральных канатов — направлением свивки проволок
наружного слоя, для
канатов двойной свивки — направлением свивки прядей наружного
слоя в канате,
для канатов тройной свивки — направлением свивки стренг в
канате.
6. По
сочетанию направлений свивки элементов
подразделяют канаты крестовой свивки, у которых направления свивки
прядей в
канате, прядей в стренгах и проволок в прядях противоположны, и канаты
односторонней свивки (О), у которых направления свивки прядей в канате
и
проволок в прядях наружнего слоя одинаковы. Канаты тройной свивки
выпускают
только крестовой свивки.
7. По
степени крутимости канаты подразделяют
на крутящиеся с одинаковым направлением свивки всех прядей и
малокрутящиеся —
многопрядные с противоположным направлением свивки прядей по слоям
каната.
8. По
механическим свойствам проволоки
различают канаты высокого качества — В, нормального
качества— I и II, канаты
бензельные*—Б. (* Бензельные канаты свивают из мягкой
отожженной проволоки и
они, как правило, служат для различного рода перевязок.)
9. По
виду покрытия поверхности проволок
выпускают канаты из светлой проволоки, из оцинкованной проволоки с
тонким
цинковым покрытием для легких условий работы — ЛС, со средним
цинковым
покрытием для:
средних
условий работы — СС, из оцинкованной проволоки с толстым
цинковым покрытием для
жестких условий работы — ЖС (например, при работе в
химических активных
средах), с покрытием полимерными материалами самого каната или
прядей—П.
10. По
назначению канаты различают по их использованию: ГЛ —
грузолюдские (для транспортирования
людей применяют только канаты марки В), Г — грузовые (для
транспортирования
грузов и других целей), Б — бензельные, используемые для
перевязок.
Контрольные
вопросы
1. Какие
виды сердечников используют для
стальных канатов?
2. Как
подразделяют канаты по виду покрытия?
3. Какие виды канатов производят по степени крутимости?
2. Применение и
контроль качества
стальных канатов
На
монтажных
работах применяют следующие канаты: двойной свивки типа ЛK-0
конструкции 6?19
(1+9+9)+ 1 о.
с; двойной свивки
ЛК-Р конструкции 6?19 (1
+6+6+6) +
1 о. с; двойной свивки TЛK-0 конструкции 6?37
(1+6+ 15+ 15)
+ 1 о. с. Если
канатов ЛК и ТЛК нет, используют канаты двойной свивки с точечным
касанием
отдельных проволок между слоями прядей конструкции 6x19 (1+6+12)+ 1 о.
с, а
также канаты конструкции 6x37 (1+6+12+18) + 1 о. с.
Обозначение,
например, каната 6?19
(1+9+9) + 1
о. с. расшифровывают так: канат, свитый из шести прядей
(первая цифра); вторая цифра — число проволок в пряди; в
скобках обозначено
расположение проволок в пряди — первая цифра —
центральный ряд, вторая цифра —
второй ряд, третья цифра — третий ряд и т. д.; о. с
— органический сердечник.
Чем больше проволок, тем они тоньше при равном диаметре каната.
Стропы
изготавливают из канатов конструкции ЛК-РО 6?36+1 о.
с (ГОСТ
7668—80). В металлургических, термических и
других горячих цехах применяют канаты с металлическим (м. с. м или м.
с) или
асбестовым сердечниками (а. с). Допускается применение канатов
конструкции
ТЛК-0 6?37+1 о.
с по
ГОСТ 3079—80. Все выпускаемые предприятием-изготовителем
канаты комплектуют паспортом-сертификатом, в котором указывают
следующие
данные: наименование или товарный знак предприятия, номер каната, его
назначение, номинальный диаметр, вид покрытия проволок, направление
свивки его
элементов, способ свивки, длина каната, степень его крутимости, масса
каната
(брутто), результаты механических испытаний (к данным механических
испытаний
относят маркировочную группу каната по временному сопротивлению
разрыву, марку
каната, суммарное разрывное усилие всех проволок в канате или разрывное
усилие
каната в целом), материал сердечника, дополнительные сведения о канате
и дата
изготовления каната. Кроме того, к канату прикрепляют бирку с
обозначением на
ней заводских данных.
Если
паспорт
и бирка отсутствуют, необходимо произвести испытания образца каната в
лаборатории и на их основании присвоить ему новый паспорт и прикрепить
новую
бирку. Испытания проводят в соответствии с ГОСТ 3251—80.
Нагрузку,
при которой наступает разрыв каната, называют разрывным усилием каната.
Оно
зависит от прочности проволок, составляющих его: чем выше прочность
отдельных
проволок, тем прочнее канат в целом. Два каната одинаковой конструкции
и одного
диаметра могут иметь различную прочность. Так, из двух канатов типа ТК
конструкции
6x37 одинакового диаметра, но состоящих из проволок с различной
величиной
временного сопротивления, более прочным будет канат, у которого
проволоки имеют
большее временное сопротивление.
При
работе
запрещено нагружать канат усилием, близким к разрывному, это может
привести к
его разрушению и авариям.
Разрывное
усилие каната можно определить двумя способами: разрывом каната или
разрывом
каждой проволоки в канате и суммированием разрывных усилий всех
проволок.
Суммарное разрывное усилие всех проволок всегда больше разрывного
усилия целого
каната того же диаметра из-за неравномерности работы проволок в канате.
Для
определения расчетного усилия разрыва каната следует умножить суммарное
разрывное усилие на 0,83 или пользоваться соотношением этих значений
для каната
данного диаметра и маркировочной группы по временному сопротивлению
разрыву,
указанным в соответствующем стандарте.
Канаты
выбирают с учетом коэффициента запаса прочности, который устанавливают
в
соответствующих документах Государственная инспекция Госгортехнадзора
СССР.
Наименьший
допускаемый коэффициент запаса прочности канатов приведен ниже:
Назначение
каната
Коэффициент
запаса прочности
Грузовые
и
стреловые
4,
О*1
То
же...
5,0*2
»»...
5,5*3
»»...
6,О*4
Растяжки
стрелы
3,5
| у
грейферов с
раздельным двухмоторным приводом (принимая, что масса грейфера с материалом равномерно распределена на все канаты) |
6,0 |
| у грейферов с одномоторным приводом | 5,0 |
| у грейферов одноканатных и моторных | 5,0 |
| постоянно действующих кранов | 3,5 |
| кранов со сроком работы до 1 года | 3,0 |
| Тяговые, применяемые на кранах | 4,0 |
| Для кулачковых поддержек и подвески электроприводов кабельных кранов | 3,0 |
| Для заякоривания несущих канатов полиспастов (кабельных кранов) | 6,0 |
| Для лебедок, поднимающих людей | 9,0 |
| Для использования при монтаже кранов | 4,0 |
| Для подъема, опускания стрелы в диапазоне нерабочих вылетов | 3,5 |
| Для стропов, поднимающих грузы с обвязкой или зацепкой | 6,0 |
*1 Привод
ручной.
*2 Привод
машинный, легкий режим работы.
*3 Привод
машинный, средний режим работы.
*4 Привод
машинный, тяжелый и весьма тяжелый режимы работы.
Коэффициент
запаса прочности — это число, показывающее, во сколько раз
следует уменьшить
нагрузку на канат по сравнению с предельной нагрузкой (разрывным
усилием),
чтобы перемещение груза было полностью безопасным. В зависимости от
назначения
каната устанавливают различный коэффициент запаса прочности.
Диаметр
каната можно измерить штангенциркулем рис. 7г или определить путем
замера длины
окружности, поделив ее на число л (~ 3,14). Для определения на рабочем
месте
длины окружности каната следует обмотать его мягкой проволокой или
тонкой
бечевкой плотными рядами 10 раз, а затем измерить длину этого отрезка,
разделив
результат на 10.
Диаметр
каната d можно вычислить по формуле
d = ? /
π
— 2h,
где ?
—
полученная длина окружности, h — толщина проволоки или
бечевки.
Шагом
свивки
называют расстояние между последующими друг за другом витками одной и
той же
пряди, измеренное вдоль оси каната.
При
определении шага свивки каната на поверхность одной из прядей каната
наносят
метку «а», от которой отсчитывают вдоль центральной
оси каната столько прядей,
сколько их в сечении каната (например, в шестипрядном канате
— 6). На следующей
после отсчета пряди (в данном случае на седьмой) наносят вторую метку
«б».
Расстояние между метками «а» и
«б» равно шагу свивки.
Перед
началом работы канаты периодически осматривают, обращая внимание на то,
чтобы
на них не было петель и узлов, выпучивания прядей или перекруток,
признаков
поверхностного износа, порванных прядей или отдельных проволок.
Находящиеся в
работе стальные канаты, изготовленные из одинаковых по диаметру
проволок
бракуют по числу обрывов проволок на длине одного шага свивки в
соответствии с
нормами указанными в табл. 2. Канаты бракуют также по обрыву прядей,
при
наличии забоин и замятии, а также по износу и коррозии.
Годность
каната, бывшего в употреблении, проверяют следующим образом: измеряют
диаметр каната
с погрешностью не более 0,1 мм, находят шаг свивки; на всей длине шага
свивки
определяют число оборванных проволок (допустим их было 11) и
первоначальный
коэффициент запаса прочности (в случае строповочных канатов он
составляет более
6); по табл. 2 находят, что при таком коэффициенте запаса прочности
канат
принятой конструкции должен быть забракован при 13 оборванных
проволоках; следовательно,
канат может быть допущен к работе в том случае, если на нем нет
дополнительно
признаков износа, коррозии и других дефектов.
Таблица 2. Нормы браковки
стальных канатов по
числу проволок, оборванных на длине одного шага свивки каната:
|
Конструкция
каната |
Первоначальный коэффициент запаса
прочности при устновленном Правилами отношении D:d*
«6
|
>6 «7
|
>7 |
||
|
6?19=114 + 1 о. с**: Крестовой
свивки……… Односторонней
свивки……… |
12 6 |
14 7 |
16 8 |
|
6?37=222+1 о. с: Крестовой
свивки……… Односторонней
свивки……… |
22 11 |
26 13 |
30 15 |
|
6?61 = 366+1 о. с: Крестовой
свивки……… Односторонней
свивки……… |
36 18 |
38 19 |
40 20 |
|
18?19 = 342+1 о. с: Крестовой
свивки……… Односторонней
свивки……… |
36 18 |
38 19 |
40 20 |
*
D —
диаметр барабана, мм; d —
диаметр каната, мм. ** о. с — органический сердечник.
Канат
бракуют, если порвана или перебита прядь. Поверхностный износ или
коррозию
проволок устанавливают по уменьшению диаметра каната, величину которого
устанавливают при помощи микрометра или штангенциркуля. Если диаметр
проволоки
по сертификату 1 мм, а после замера установлено, что он равен 0,9, то
поверхностный
износ или потери от коррозии составят:
(1
—
0,9).
100= 10%.
Если
кроме
обрывов проволок канат имеет поверхностный износ или коррозию, а также
забоины
и Замятины, то число обрывов проволок, при котором канат бракуют,
снижается в
соответствии с данными, приведенными ниже:
Уменьшение
диаметра проволок в
результате поверхностного износа или коррозии, %..10 15 20 25
30 и
более
Число
обрывов проволок на шаге
свивки, % от норм, указанных в табл.
2…85 75 70 60 50
Канаты
грузоподъемных машин, предназначенные для подъема людей, бракуют при
числе
обрывов проволок на одном шаге свивки вдвое меньшем, чем указано в
табл. 2. При
износе или коррозии, достигших 40 % и более, канат должен быть
забракован. При
осмотре канатов, изготовленных из проволок различного диаметра, обрыв
тонкой
проволоки условно принимают за 1, а толстой за 1,7. Если на длине
одного шага
свивки каната с первоначальным коэффициентом запаса прочности более 6
оборваны
4 тонкие проволоки и 5 толстых, условное число обрывов проволок каната
составит
4?1+5?1,7=12,5,
а
браковочное число обрывов проволок 13.
Следовательно, канат может быть использован при условии, что у него нет
поверхностного износа или коррозии проволок.
Канаты,
предназначенные для транспортирования расплавленного металла или
раскаленных
изделий, взрывоопасных, огнеопасных и ядовитых веществ, бракуют при
вдвое
меньшем числе обрывов проволок на одном шаге свивки, чем указано в
табл. 2, с
учетом норм браковки каната в зависимости от поверхностного износа или
коррозии.
Стальные
канаты перед отправкой заказчику маркируют и упаковывают. Канаты, как
правило,
отправляют намотанными на барабаны. При перематывании их применяют
катушки
(барабаны) диаметром, равным не менее 15 диаметров каната. Борт
барабана должен
выступать над наружным слоем намотанного каната диаметром до 25 мм на
величину,
равную 2 диаметрам каната, а при диаметре каната более 25 мм
— не менее чем на
50 мм.
Контрольные
вопросы
1.
Как определить
прочность каната? 2. Что такое запас прочности каната? 3. Как
определить предел
прочности? 4. Браковочные признаки каната.
Для
тяжелых
работ в металлургическом производстве, термических, литейных и других
горячих
цехах наряду со стальными канатами часто применяют стальные цепи. Их
используют
как стропы, грузозахватные приспособления для тяговых и приводных
устройств
подъемно-транспортных машин. Для изготовления строп и грузозахватных
приспособлений используют сварные не-калиброванные цепи из мягкой
легированной
круглой стали с мелкозернистой структурой и пределом текучести на
разрыв
370—450 МПа. Звенья имеют овальную форму и свариваются
газовой сваркой или
электросваркой. По длине звеньев цепи подразделяют на короткозвенные с
длиной
звена  и
длиннозвенные с
и
длиннозвенные с  .
.
Техническая
характеристика короткозвенных цепей приведена в табл. 3.
Таблица 3. Техническая
характеристика грузовых
цепей
|
Калибр |
Разрушающая
нагрузка (не менее), кН |
Ширина, мм |
Шаг звена, мм |
Масса 1 м, кг |
|
6 7 8 9 10 11 13 16 |
13,7 17,6 25,5 31,4 39,2 45,1 64,7 100,0 |
21 23 27 32 34 36 43 53 |
18 22 23 27 28 31 36 44 |
0,75 1,00 1,35 1,80 2,25 2,70 3,80 5,80 |
Для
подъема
грузов рекомендуется использовать более дешевые некалиброванные
короткозвенные
цепи, отличающиеся большими отклонениями от номинальных размеров по
длине,
ширине и диаметру сечения звена. При подъеме весьма тяжелых грузов
допускается
применение длиннозвенных цепей с распорками, называемыми якорными.
Подбор
цепей
производят аналогично стальным канатам в зависимости от условий работы.
Значения коэффициента запаса прочности устанавливают Правила
Госгортехнадзора
СССР.
Коэффициент
запаса прочности сварных и штампованных цепей
приведен ниже:
|
Назначение цепи |
Ручной привод |
Машинный привод |
|
Грузовая, работающая на гладком
барабане |
3 |
6 |
|
Грузовая, работающая на звездочке
(калиброванная) |
3 |
8 |
|
Для строп |
5 |
5 |
Допускаемый
износ звена сварной цепи не должен превышать 10 %. Цепи, применяемые на
грузоподъемных машинах и для изготовления строп, должны иметь
свидетельство
завода-изготовителя об испытании в соответствии со стандартом, по
которому они
изготовлены. При отсутствии этого цепи необходимо испытать и определить
разрушающую нагрузку. При непосредственной обвязке поднимаемого груза
используют цепные стропы, которые служат дольше канатных, так как лучше
огибают
груз и меньше изнашиваются от перегибов и от острых углов и граней
груза.
Сращивание цепей допускается электрической, газовой и кузнечно-горновой
сваркой, вставкой новых звеньев или при помощи специальных
соединительных
звеньев (рис. 7, и).
Контрольные
вопросы
1.
Из какого материала
изготовляются сварные цепи? 2. Перечислить преимущества сварных цепных
строп
перед канатными.
4. Канаты
пеньковые и из
синтетических волокон
Пеньковые
канаты применяют реже, чем стальные. Их используют в качестве оттяжек и
строп
при подъеме грузов малой массы, но крупногабаритных. Пеньковые канаты
легче
стальных, дешевле и процесс их изготовления менее трудоемкий, но их
прочность
значительно меньше (при одинаковом диаметре канатов стальной канат
почти в 10
раз прочнее). Пеньковые канаты рис. 7, е, ж скручивают из каболок,
изготовленных из длинного пенькового волокна. Каболки свивают в пряди,
а 3
пряди скручивают в канат, обычно применяют правую крутку. Различают
канаты туго
и слабосвитые. Тугосвитые более прочны, но ввиду их жесткости при
строповке
грузов применяются редко. В зависимости от изготовления канатов из
смоленных
или несмоленных каболок различают смоленные и бельные канаты. Смоленные
хорошо
сопротивляются воздействию воды, они тяжелее бельных и менее прочны (на
5—10
%). Бельные быстрее разрушаются под действием влаги.
В
зависимости от качества применяемого сырья, а также от назначения и
вида
отделки пеньковые трех-прядные бельные и смолянные канаты подразделяют
на
группы: специальные, повышенные, обыкновенные. Приводные канаты,
стропы,
оттяжки изготовляют только бельными.
Основной
характеристикой пеньковых канатов являются диаметр и разрывное усилие,
рабочая
нагрузка и коэффициент запаса прочности. Для пеньковых строп он должен
быть не
менее 8.
При
упаковке
на предприятии-изготовителе канаты скатывают в бухты и стягивают в 4
местах
вязками, концы которых убирают внутрь бухты. Чтобы канат не
раскручивался,
концы его туго перевязывают на длине от 2 до 5 см в зависимости от
толщины
каната. К каждой бухте прикрепляют металлическую бирку, на которой
указывают наименование
и группу каната, дату изготовления и обозначения ГОСТа. Бухты массой до
100 кг
обшивают упаковочной тканью. К каждой упакованной бухте канатов
прикрепляют
фанерную или картонную бирку, на которой указывают наименование
предприятия-изготовителя, условное обозначение каната, номер бухты,
длину
каната в бухте, массу нетто, дату изготовления, штамп ОТК и обозначение
ГОСТа.
Бухты канатов хранят в сухих закрытых помещениях, защищенных от прямых
солнечных лучей, масла, бензина и других растворителей. В помещении
канаты
размещают на расстоянии не менее 1 м от отопительных приборов.
В
последнее
время находят применение канаты из полимерных волокон (капрона, перлона
и т.
п). Прочность таких канатов значительно выше, чем пеньковых. Они не
подвержены
гниению и не размокают под действием влаги.
Капроновые
канаты выпускаются в соответствии с ГОСТ 10293—77. Основной
материал —
капроновый шелк, свитый в каболки, а затем в пряди. Капроновые канаты,
как и
пеньковые, изготавливают трехпрядными диаметром от 7,9 до 63,7 мм. Для
выпускаемых промышленностью капроновых канатов допускаются отклонения,
%:
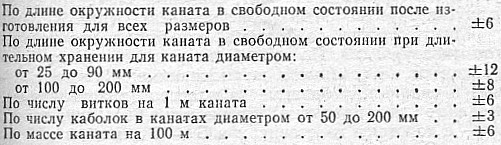
Длину
окружности каната измеряют в случае необходимости стальной рулеткой
шириной 5
мм или штангенциркулем. Всего выполняют 10 замеров в разных местах,
отобранных
для испытания бухт. Замеры производят на расстоянии не менее 2 м одно
от
другого.
Общее
число
витков определяют, подсчитывая их на длине 1 м каната в 3 местах, и
вычисляют
среднее арифметическое. Для определения числа каболок и массы каната от
бухты
отрезают образец длиной 2 м и подсчитывают число каболок в отрезке.
Изготовленные
канаты отправляют в бухтах или на деревянных барабанах. Бухты стягивают
в 4
местах вязками, концы которых убирают внутрь бухты.
На
металлургических заводах пеньковые канаты и канаты из синтетических
волокон
применяют крайне редко и только не в горячих цехах.
Техническая
характеристика пеньковых смоляных обыкновенных канатов следующая:
Контрольные
вопросы
1.
Какие канаты
используют для изготовления строп? 2. Где применяют пеньковые и
полимерные
канаты?
5. Крюки
Крюк,
—
универсальное захватное средство, которое широко применяют как рабочий
орган
грузоподъемного механизма в качестве самостоятельных грузозохватных
устройств
(грузовых кранов), концевых элементов строп и других грузозахватных
приспособлений (рис. 8).
Конструктивно,
по форме крюки выполняют однорогими и двурогими. По способу исполнения
крюки
подразделяют на кованые и штампованные, а также сборные и сварные,
набранные из
пластин (пластинчатые). Кованые (штампованные) крюки могут быть двух
типов: А —
с коротким хвостовиком и Б — с длинным хвостовиком. Эти крюки
изготавливают из
стали 20 или 20Г.
Однорогие
пластинчатые крюки предназначены для литейных кранов, двурогие
— для кранов
общего назначения грузоподъемностью 40—320 т. Изготавливают
пластинчатые крюки
из стали 20 и М16С; крюки, эксплуатируемые при температуре ниже
—40 °С,
изготавливают из стали 09Г2С в нормализованном состоянии.
В
качестве
концевых захватных элементов используют преимущественно крюки кованые
или
вырезанные из листовой стали, они просты в изготовлении, надежны в
эксплуатации. Однако по эксплуатационным свойствам и конструктивным
особенностям на предприятиях предпочтение отдают кованым крюкам.
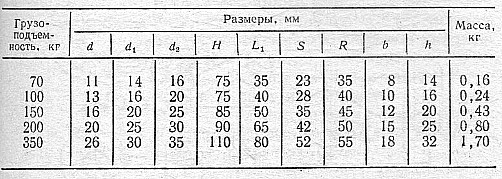
В
отдельных
случаях применяют крюки специальной формы, которые можно использовать,
например, в качестве эксцентриковых захватов. Захватные приспособления
грузоподъемностью до 350 кг целесообразно снабжать облегченными
крюками,
изготовленными из круглой горячекатаной стали 20 (табл. 4). Технология
Таблица
4.
Техническая характеристика стропальных кованых облегченных крюков из
пруткового
материала:
Изготовления
таких крюков гораздо проще, чем кованых или штампованных.
Чтобы
предотвратить самопроизвольное выпадение ; съемного приспособления
грузозахватного устройства из зева
крюка, его снабжают предохранительными устройствами (см. рис. 8).
Такими
устройствами не снабжают ! крюки портальных кранов, работающих в
морских портах,
кранов, транспортирующих расплавленный металл I или жидкий шлак, а
также крюки,
на которые навешивают груз с помощью гибких грузозахватных устройств.
Предохранительным замыкающим устройством, предотвращающим
самопроизвольное
выпадение съемного захватного приспособления, должны оборудоваться в
обязательном порядке крюки грузоподъемных кранов, работающих на монтаже
или при
транспортировании грузов в контейнерах, бадьях и другой таре, а также
при
работе с жесткими стропами, захватами. Крюки грузоподъемных механизмов
и
захватных устройств и приспособлений должны иметь чистую поверхность
без
заусенцев, плен, подсеков, острых углов, трещин, закатов и подрезов на
чисто
обработанной хвостовой части. Резьба крюка не должна иметь сорваных
ниток и
вмятин. Исправление
дефектов крюка
заделкой и другими подобными способами не допускается.
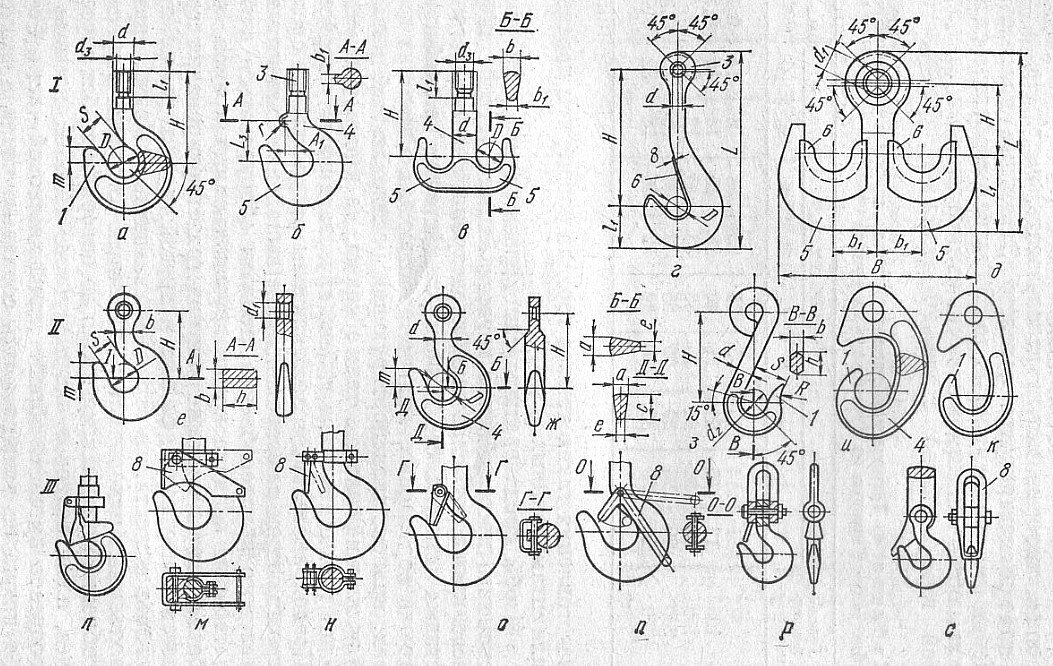
Рис. 8
Крюки:
I —
крановые; II
— стропальные; III
— с
предохранительными устройствами (кованые или штампованные): а
—однорогий; б
— однорогий с приливом; в —
двурогий, пластинчатые; г
—
однорогий; д — двурогий; е — упрощенный
прямоугольного
сечения; ж — упрощенный с
трапецеидальным сечением;
з — упрощенный из прутка; и —с предохранительным
рогом; к — с глубоким зевом; л — с
предохранительной
планкой; м — с замковой
скобой; н —
с пружинной защелкой и хомутом; о
—с пружинной защелкой, закрепляемой на приливе крюка; п
— с защелкой, перекрывающей
под действием силы тяжести; р
— с боковой защелкой, перекрывающей
зев при натяжении каната; с
— с
фронтальной защелкой, перекрывающей зев при натяжении каната; 1
— носок; 2 —
зев; 3 — хвостовая часть крюка; 4 — веретено крюка;
5 — рог;6 — цапфа; 7 —
предохранительный вкладыш; 8 — предохранительная скоба.
Крюки
должны
иметь правильную форму, необходимо, чтобы хвостовики носок крюка лежали
в одной
плоскости. При транспортировании крюков обработанные части хвостовика и
резьбу
защищают от повреждений бумагой или тканью, пропитанными консистентной
смазкой.
На
каждом
крюке выбивают заводской номер, грузоподъемность, клеймо ОТК и товарный
знак
завода-изготовителя. Крюк снабжают паспортом, в котором указывают
основную
характеристику и данные испытания.
В
процессе
эксплуатации износ крюка в зеве не должен превышать 10 % первоначальной
высоты
сечения. Крюки деформированные и с отогнутыми рогами бракуют.
Пластинчатые
крюки изготавливают из отдельных стальных пластин (СтЗ или сталь 20)
толщиной
не менее 20 мм, вырезанных по шаблону и склепанных между собой.
Пластинчатые
крюки менее сложны в изготовлении, не требуют мощного
кузнечно-прессового
оборудования и более надежны в работе, чем кованые. В зев пластинчатых
крюков
вставляют бронзовые вкладыши или стальные накладки, защищающие его от
истирания
и сохраняющие цапфы ковша.
Контрольные
вопросы
1.
Какие виды крюков
применяют в металлургическом производстве? 2. Как устроены пластинчатые
крюки?
3. Из каких сталей изготовляют крюки?
6. Концевые
элементы, звенья и детали
стропов
Концевые
элементы используют для навешивания стропов на грузозахватный орган
грузоподъемного механизма, для соединения частей стропов и для
соединения
стропов со специальными приспособлениями на грузах, предназначенных для
их
подъема и перемещения. Концевые звенья стропов изготавливают следующих
типов: Р
— разъемные треугольные (исполнения РТ1, РТ2, РТЗ); РОв
— разъемные овальные,
неразъемные; вида Т — треугольные, О — овоидные, Ов
— овальные (исполнение Ов1,
Ов2); К1 —крюки с замком, К2 — крюки без замка, КЗ
— крюки с утопленым носком,
Кр — карабины и т. д.
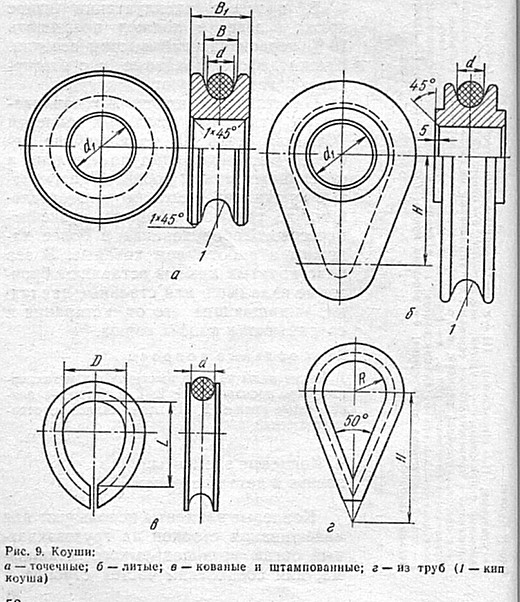
В
качестве
концевых элементов стропов широко используют коуши (рис. 9). Их
выбирают по
диаметру каната независимо от его характеристики и, если они
предназначены для
эксплуатации при температуре окружающей среды не ниже — 40
°С, изготавливают из
стали СтЗспЗ, для более низких температур эксплуатации — из
стали ВСтЗспб. Коуш
представляет собой металлический желоб, согнутый в виде кольца.
Отечественная
промышленность выпускает коуши двух типов: С — для тросов
стальных и Р — для
пеньковых. Для синтетических тросов можно использовать коуши типа Р.
Изготавливают их штамповкой или ковкой с последующей гибкой и
оцинковкой.
Маркировка на коушах содержит товарный знак завода-изготовителя, тип
коуша и
допустимую нагрузку.
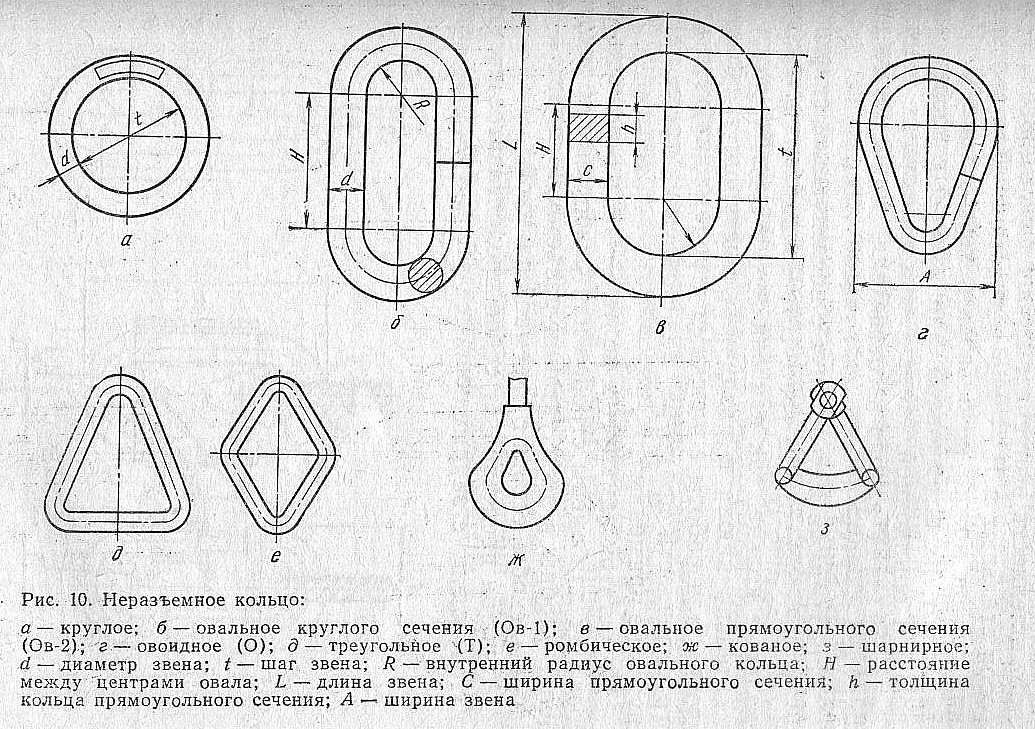
Неразъемные
кольца гнут с
последующей сваркой из
пруткового материала (рис. 10). Чаще всего используют овальные кольца,
так как
они лучше центрируются относительно крюка и различных выступов;
треугольные
удобны для работы с плоскими стропами; круглые из-за ограниченности
диаметра
для подъема тяжеловесных грузов не применяют.
Недостаток
замкнутых колец — невозможность разборки их для смены стропов
или разборки при
ремонте. Более удобны в эксплуатации разъемные кольца —
карабины, скобы, серьги
с отъемной планкой.
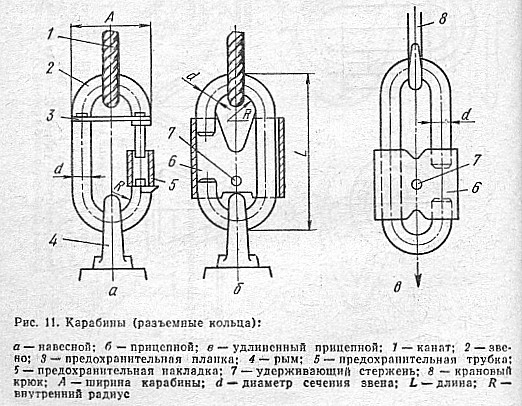
Карабин
представляет собой продолговатое полузамкнутое кольцо с закрывающимся
зевом
(рис. 11). Карабины бывают навесными и прицепными. Навесные карабины,
как и
крюк, являются неотъемлемой частью стропа, а прицепной свободно
одевается на
петлю стропа и может быть при необходимости снят. У карабинов зев
кольца
закрывается трубкой-накладкой, предохраняющей груз и строп от
самопроизвольного
соскальзывания с кольца. Навесной карабин от выскальзывания из петли
стропа
предохраняется планкой. Накладка прицепного карабина удерживается на
кольце
стерженьком. Перед строповкой груза предохранительную трубку или
накладку
поднимают вверх так, чтобы кольцо карабина свободно проделось в петлю,
рым или
проушину зацепляемого груза. Карабины безопасны в работе и могут быть
использованы при строповке любых грузов. Если карабины исправны, то
самопроизвольного отцепления их не происходит.
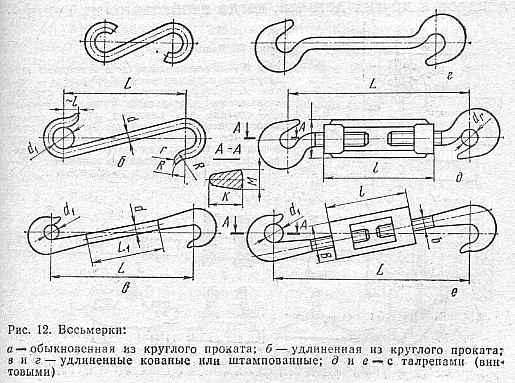
Два
сдвоенных крюка, по форме напоминающие цифру 8, (напоминающие
фаркоп) называют
восьмеркой (рис. 12).
В практике применяют два типа восьмерок: обыкновенную и удлиненную.
Восьмерки
гнут из круглой стали, они предназначены для подъема легких грузов.
Кованые или
штампованные удлиненные восьмерки применяют при подъеме грузов массой
до 3000
кг. Восьмерки с талрепами выполняют также ковкой или штамповкой, они
предназначены для подъема легковесных и тяжеловесных грузов. При
строповке
груза с помощью восьмерки один крюк ее цепляют к стропу, другим
захватывают
деталь. Для этой цели используют цепные стропы с удлиненными звеньями
или
дополнительными кольцами. Они позволяют на каждую ветвь стропа
подвешивать по
несколько изделий. Восьмерки с талрепами (винтовые) регулируются по
длине, что
необходимо при монтаже деталей в строго горизонтальном или вертикальном
направлениях. При строповке восьмерками необходимо следить, чтобы
стропы перед
подъемом груза были предварительно натянуты, иначе произойдет
самопроизвольное
отцепление.
Коромысло —
самое простое и в то же время
универсальное приспособление. Оно несложно в изготовлении, надежно и
удобно в
эксплуатации. Коромысла бывают грузоподъемностью от нескольких
килограммов до
80 т (рис. 13).
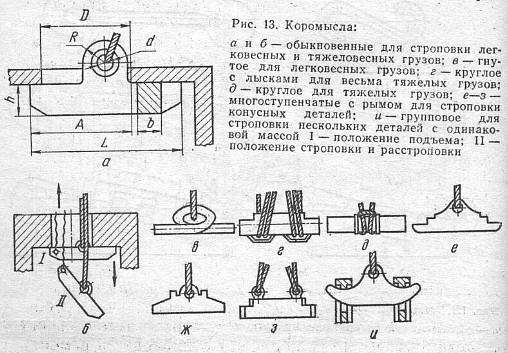
Обыкновенные
коромысла применяют для строповки деталей легковесных и тяжеловесных;
гнутые —
для легковесных грузов; круглые с лысками — для весьма
тяжелых грузов. Скобы,
приваренные к коромыслам, удерживают канаты от соскальзывания. Круглые
с
буртиками коромысла, подвешиваемые универсальными стропами, используют
при
строповке средних по массе грузов; многоступенчатые и с рымами при
сборке
цилиндров и других деталей, когда необходимо их центрирование; конусные
коромысла — при строповке конусных деталей; крюкообразные
— при подвешивании
деталей с одинаковой массой. При выборе коромысла необходимо учитывать,
что
длина его должна быть на 10— 20 мм больше отверстия детали, в
которое вводят
коромысло. Если отверстие детали, в которое вставляется коромысло,
будет больше
плеча коромысла, то оно может выскочить из отверстия, а груз сорвется
со
стропа. Наименьший диаметр отверстия детали, необходимый для заводки
коромысла,
разворачивания и вытаскивания его рукой, должен быть 120 мм. Если
отверстие в
детали мало или коромысло тяжелое, то к нему привязывают тросик для
осуществления разворота его снаружи, во избежание защемления руки
рабочего.
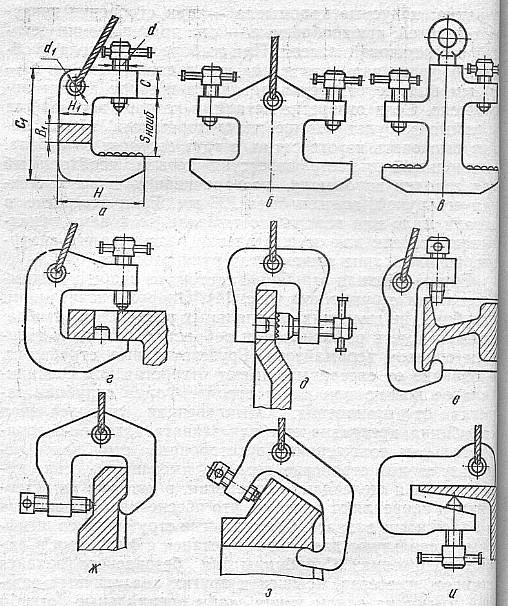
Рис.
14.
Грузозахватные струбцины:
а —
односторонняя; б и
в — двухсторонняя; г
и д
— специальная со
штифтом; е
— для захвата шкивов; ж
— для захвата шестерен; з
—
для захвата конических шестерен; и
— для захвата деталей с
широкими
горизонтальными полками.
Грузозахватная
струбцина состоит из скобы и зажимного винта с рукояткой (рис. 14).
Опорные
поверхности струбцин, не имеющих специальных выступов и отгибов, должны
иметь
рифления или ребристую наплавку твердым сплавом (сормайтом).
Грузозахватные
струбцины, в отличие от слесарных, имеют отверстия под соединительное
кольцо
или канат стропа. Форма струбцин зависит от назначения. Обыкновенная
универсальная струбцина предназначена для захвата изделий в
горизонтальном
положении. Двухсторонние струбцины используют при строповке деталей,
имеющих
плоские поверхности и щелевидные отверстия, в которые их вставляют и
закрепляют
винтами, что обеспечивает прочность и надежность захвата. Специальные
струбцины
со штифтами используют для захвата деталей с фланцами в любых
положениях.
Струбцины для безопасного захвата шкивов, шестерен, крышек и других
аналогичных
деталей имеют на одном конце скобы специальные отгибы (носики).
Струбцина удобна для
захвата деталей и изделий
с широкими горизонтальными полками. При зацепке изделий, чтобы не
возникали
излишние усилия на скобы, не рекомендуется перетягивать зажимные винты
струбцин; нормальную затяжку производят от руки рукояткой винта.
Применять при
затяжке винта дополнительные рычаги запрещается. Вертикальное
транспортирование
деталей с помощью струбцин, не оборудованных штифтами, отгибами,
выступами, не
разрешается, так как деталь при подъеме может сорваться. Струбцины с
сорваной
резьбой на винтах, с разогнутой скобой или погнутым штифтом подлежат
отбраковке
и ремонту.
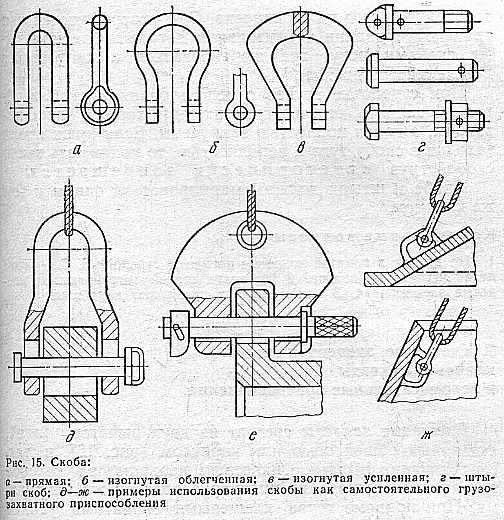
Для
соединения концов тросов между собой и звеньев цепей, а также для
присоединения
стропа к рычагам рымам, обухам служат скобы (рис. 15). Для стальных
тросов
скобы выпускают двух видов: с резьбовым штырем СА и гладким СБ, а для
растительных тросов типа Р — только с винтовым. Скобы имеют
прямой обух,
который после закладки петли тросов или звеньев цепей замыкают штырем.
Скобы с
гладким штырем предназначены для постоянного соединения концов,
работающих при
относительно небольших нагрузках.
Изготавливают
скобы из стали СтЗ, а штыри к ним— из качественной стали 30
штампованием или
ковкой с последующей оцинковкой. В маркировке на боковой
поверхности скобы
содержатся обозначения товарного знака завода-изготовителя,
типа скобы и ее
допустимой нагрузки.
Прямые
скобы
используют как элементы траверс, захватов, растяжек и т. д. Изогнутые
облегченные и усиленные скобы применяют в качестве
заменителей колец
для подвешивания стальных и пеньковых канатов, стропов на крюк
подъемного
крана. Скобы также используют как переходные звенья
грузозахватных средств и приспособлений.
Возможность применения скоб как самостоятельных элементов для захвата
деталей
при строповке грузов не ограничена. Они употребляются при
транспортировании и
кантовании деталей. Специальными скобами могут транспортироваться и
кантоваться
детали массой до 30 т.
При
строповке грузов с использованием скоб необходимо следить, чтобы штыри
их были
хорошо зашплинтованы, а гайки полностью закручены. Если крюк крана
заходит в
скобу туго и неполностью, то поднимать такой скобой груз категорически
запрещается.
Скоба и
штыри должны маркироваться одним и тем же клеймом.
Контрольные
вопросы
1.
Что входит в понятие
концевые элементы стропов? 2. Для каких целей используют кольца? 3. Из
каких
сталей изготавливают концевые элементы? 4. В каких случаях применяют
карабины?
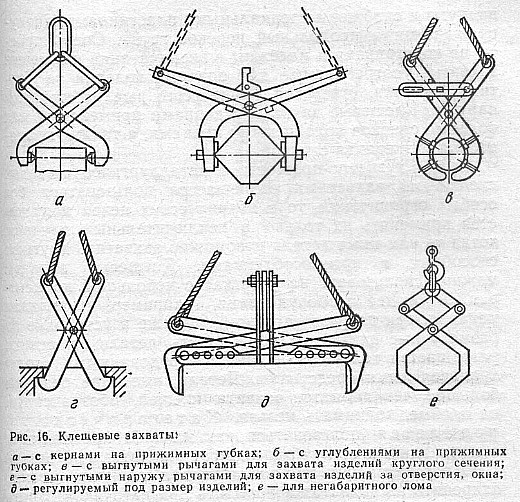
7. Клещевые,
эксцентриковые, клиновые
захваты и вспомогательные приспособления
Клещевые
захваты состоят из двух рычагов (лап), связанных общей осью или
корпусом (рис.
16) и тяг, соединяющих рычаги с навесным кольцом, за которое захваты
навешивают
на крюк грузоподъемного механизма. При подъеме груза клещевыми
захватами усилие
сжатия рычагов зависит от массы груза, соотношения плеч рычагов,
конфигурации
груза и угла стягивания. Подъемная сила клещевых захватов
пропорциональна
усилию сжатия рычагов и силе трения между грузом и зажимными губками.
Клещевые
захваты удобны в
работе, быстро схватывают и
освобождают груз. Изменяя размеры захватывающей части рычагов, ими
можно
транспортировать грузы самой различной формы и размеров. Широкое
распространение клещевые захваты получили в металлургическом,
кузнечно-прессовом и литейном производствах при транспортировании
слитков,
литых заготовок, поковок и т. п.
Особенно
удобно использовать клещевые захваты при посадке раскаленных изделий в
печь, а
также при подаче изделий к молотам и прессам для обработки.
Общим
недостатком клещевых захватов является самопроизвольное открывание их и
освобождение груза, как только последний столкнется с каким-либо
препятствием
или с поверхностью разгрузочной площадки.
Чтобы
груз
самопроизвольно
не освобождался, захваты оборудуют специальными зажимными и запорными
устройствами.
Для
надежного захвата грузов необходимо, чтобы коэффициент трения между
захватными
губками и поверхностью захватываемого груза был бы не ниже следующих
значений:
Для губок по металлу:
| Гладких | 0,12—0,15 |
| Рифлёных | 0,5—0,6 |
| Для гладких губок по дереву | 0,3—0,35 |
Клещевые
захваты обычного типа
удерживают груз
кернами, врезающимися в его тело, или губками с углублениями. Захватные
части
клещей, предназначенных для подъема деталей круглого сечения, должны
быть выгнуты
и снабжены специальными пластинками, предупреждающими продольный
перекос груза.
Очень просты по конструкции и надежны в эксплуатации клещевые захваты,
употребляемые для подъема изделий за буртики, выточки, отверстия. Чаще
всего
рычаги отогнуты» наружу. Клещевые захваты с кернами применяют
для! подъема
слитков колодцевыми кранами, а также крана-1 ми для раздевания слитков.
Если в
кузнечно-прессовых и металлургических цехах! клещевыми захватами
разрешается
пользоваться без! особых ограничений, то в механических цехах
допускается
применять их только в исключительных случаях, когда те или иные детали
невозможно
захватить другими! способами и приспособлениями. Клещевые захваты!
можно
использовать на участках с небольшой концент-1 рацией людей и
оборудования,
например, на складах! металла, при погрузке вагонов, монтаже и
установке на
разметочные плиты и т. п. Подавать детали на станки разрешается только
захватами, оборудованными предохранительными средствами. Детали,
имеющие
размеры большие, чем диапазон захвата клещей, обозначенный на клейме,
поднимать
нельзя. Категорически запрещается пользоваться какими-либо прокладками
и
подкладками под губки рычагов захвата, а в случае необходимости
применения
подкладок их нужно прочно закрепить на захватах и испытать под
нагрузкой. Брать
детали клещевыми захватами нужно на полную высоту губок по центру
тяжести
груза. Обычно клещевые захваты предназначены для одновременного
транспортирования только одной детали или изделия. Брать грузы
разрешается
захватами лишь с исправными губками или заостренными кернами. При
строповке
шлифованных и полированных изделий клещевые захваты применять не
рекомендуется.
Перемещение грузов клещевыми захватами на высоте более 0,6 м от уровня
пола
цеха не разрешается.
Запрещается
транспортировать грузы клещевыми захватами над людьми и ценным
оборудованием, станками.
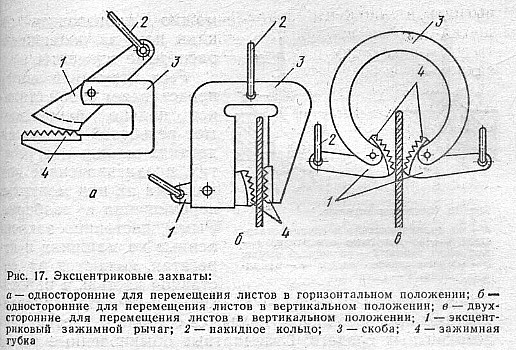
Эксцентриковые
захваты используют как
захватные элементы
стропов, траверс и других грузозахватных устройств. Они состоят из
фигурной
струбцины и прижимного рычага с эксцентриковой зажимной губкой,
связанных между
собой осью (рис. 17). Эксцентриковые захваты предназначены для захвата
плоских
изделий, наиболее часто их используют для транспортирования
металлических
листовых материалов. Для перемещения стальных листов в вертикальном
положении
применяют захваты одностороннего и двухстороннего действия, которыми
может быть
оборудован универсальный или облегченный строп, а также многоветвевые
стропы.
Такие захваты используют для оборудования многоветвевых стропов и
траверс.
Захват и удержание металлических листов в эксцентриковых захватах
происходит
из-за сил трения, действующих на транспортируемую деталь в месте
прижима листа
к скобе под давлением эксцентриковой губки. Возникающее усилие прижима
прямо
пропорционально массе поднимаемой детали, поэтому их относят к
самозажимающим
захватам. При вертикальном перемещении листа необходимо перед подъемом
создать
в захвате небольшое начальное натяжение рычагом вручную. В других
конструкциях
такое натяжение производить необязательно.
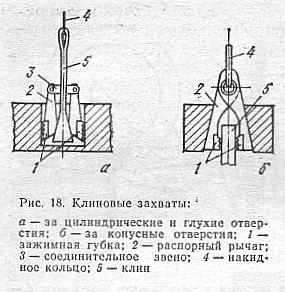
Клиновые
захваты
предназначены для захвата изделий с отверстиями большой
глубины, имеющих
полость или коническую форму. Захват состоит из специальной формы
подвижных
элементов (рис. 18) и клина. Распорные подвижные элементы вводят в
отверстие
детали и между ними вставляют клин; при подъеме детали распорные
подвижные
элементы прочно ее удерживают. В зависимости от конструкции захвата и
детали
подъем ее можно
производить за клин или
за подвижные распорные элементы.
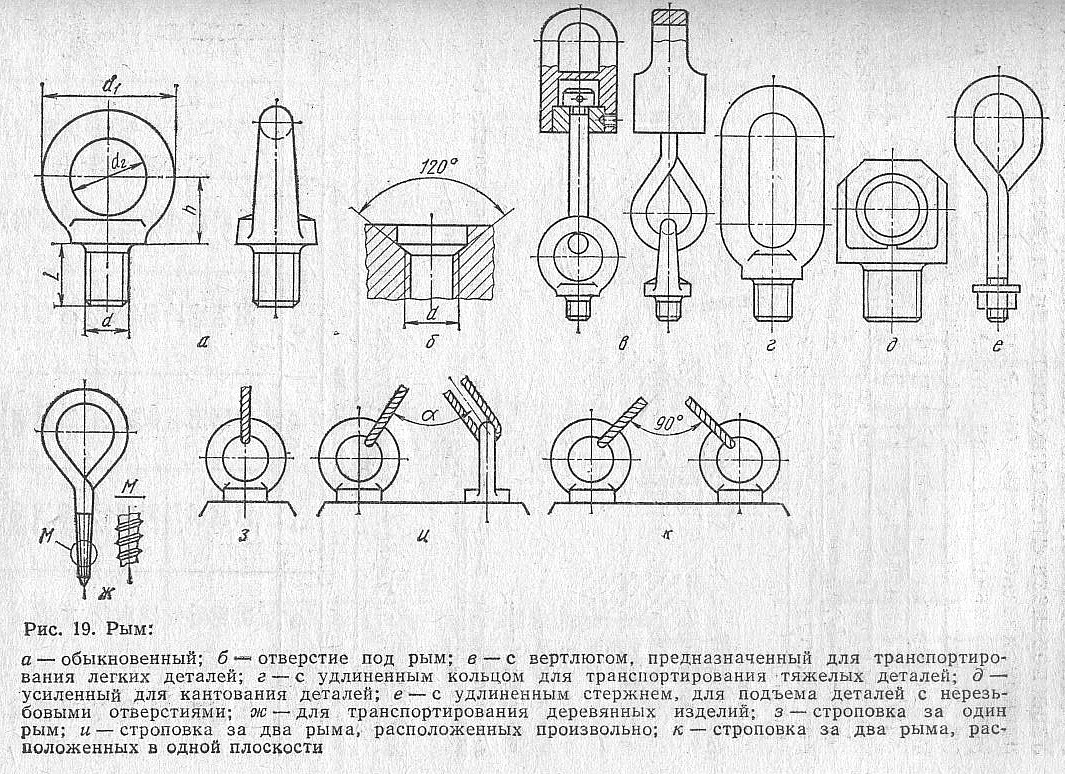
Рым
(грузовой винт) представляет собой стальное кольцо, закрепляемое
резьбовой
частью на деталях машин и агрегатах, предназначенное для подъема их при
монтаже, перемещении и разборке. Рымы, постоянно закрепленные на
машинах и
агрегатах, являются их составной частью, а работающие в качестве
грузозахватных
приспособлений являются составной частью грузозахватных средств.
Стандартные
обыкновенные рымы (рис. 19) устанавливают на электродвигателях,
корпусах
редукторов и т. п. Используя различные переходники с наружной и
внутренней
резьбой или с фланцами, можно применять рымы для строповой различных
грузов
(деталей, узлов и оборудования). При зацепке за рымы нужно учитывать
угол между
натянутыми ветвями стропа, число рымов и ветвей, так как при большом
угле
наклона ветвей возникают большие усилия на рымы. В случае отсутствия
указаний о
методе строповки за рымы, стропы следует располагать только
вертикально.
Погнутые рымы или с сорванной резьбой применению не подлежат.
В
практике
металлургических заводов при строповке деталей и узлов часто используют
грузовые штыри (рис. 20, табл. 5) как вспомогательное грузозахватное
средство
для универсальных или облегченных стропов. Строповка грузов с
применением
штырей обходится дешевле, чем при применении других грузозахватных
приспособлений. При правильном подборе штырей и умелом их использовании
строповка грузов с их помощью вполне надежна и безопасна. Для
изготовления
штырей используют сталь 20. К штырям диаметром свыше 76 мм
рекомендуется
приваривать ручки из круглой стали диаметром 8—10 мм. Они
облегчают строповку.
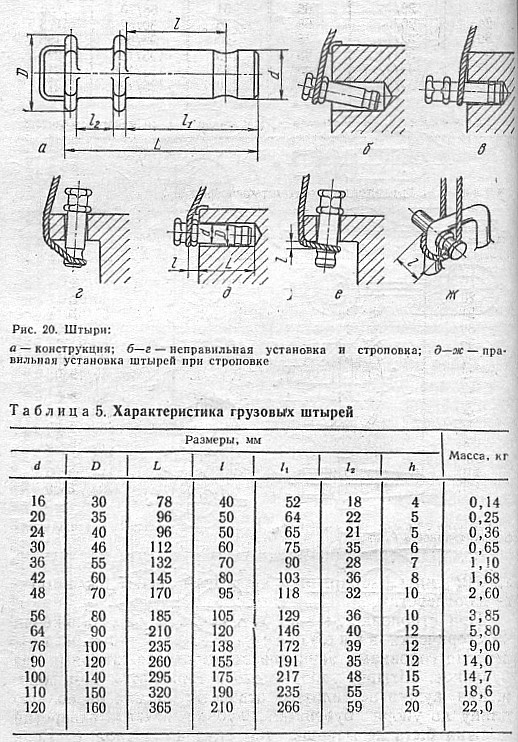
Перед
транспортированием и кантованием грузов с применением штырей
стропальщик должен
убедиться, что штыри по внешнему виду соответствуют размеру, обозначенному на клейме,
кроме того следует
проверить штырь на отсутствие погнутости, надрезов, вмятин.

Подбирая
штыри по имеющемуся отверстию в детали, нужно пользоваться табл. 6 и
учитывать
при этом грузоподъемность их в соответствии с данными табл. 7. Угол
перекоса
штыря в отверстии не должен превышать 10—12°, иначе
штырь под нагрузкой может
выдернуться из отверстия.
При
строповке деталей в вертикальном положении категорически запрещается
вставлять
штыри в отверстия головками вниз или пользоваться штырями без буртиков.
Штыри,
работающие в горизонтальном положении, нужно вставлять в отверстия
детали на
полную длину до упора буртиком. Глубина глухих отверстий должна быть не
меньше,
чем указано в таблица 6. Если глубина
отверстий недостаточна, то использовать штыри! нельзя. При строповке за
штыри,
установленные в вертикальном положении для уменьшения изгибающего!
момента
строп накладывают как можно ближе к изделию.
Категорически запрещается поднимать груз, когда строп находится за фиксирующей выточкой штыря или изделие закреплено не за грузовой штырь необходимых размеров, а за случайный предмет.
Контрольные вопросы
1.
Устройство клещевого
захвата. 2. Устройство эксцентрикового захвата. 3. Правила подъема
груза за
штырьевой захват.
Глава
IV СЪЕМНЫЕ,
ГРУЗОЗАХВАТНЫЕ СРЕДСТВА
1. Назначение,
устройство и
классификация грузозахватных средств
Грузозахватные
средства предназначены для захвата груза и подвески его к крюку
грузоподъемной
машины с целью подъема, перемещения и укладки груза на хранение.
Грузозахватные
средства, как правило, съемные (табл. 8) и состоят из
грузозахватывающих
элементов или устройств, несущих тяг или канатов и навесных элементов
для
соединения или навешивания их на грузозахватные органы грузоподъемных
машин.
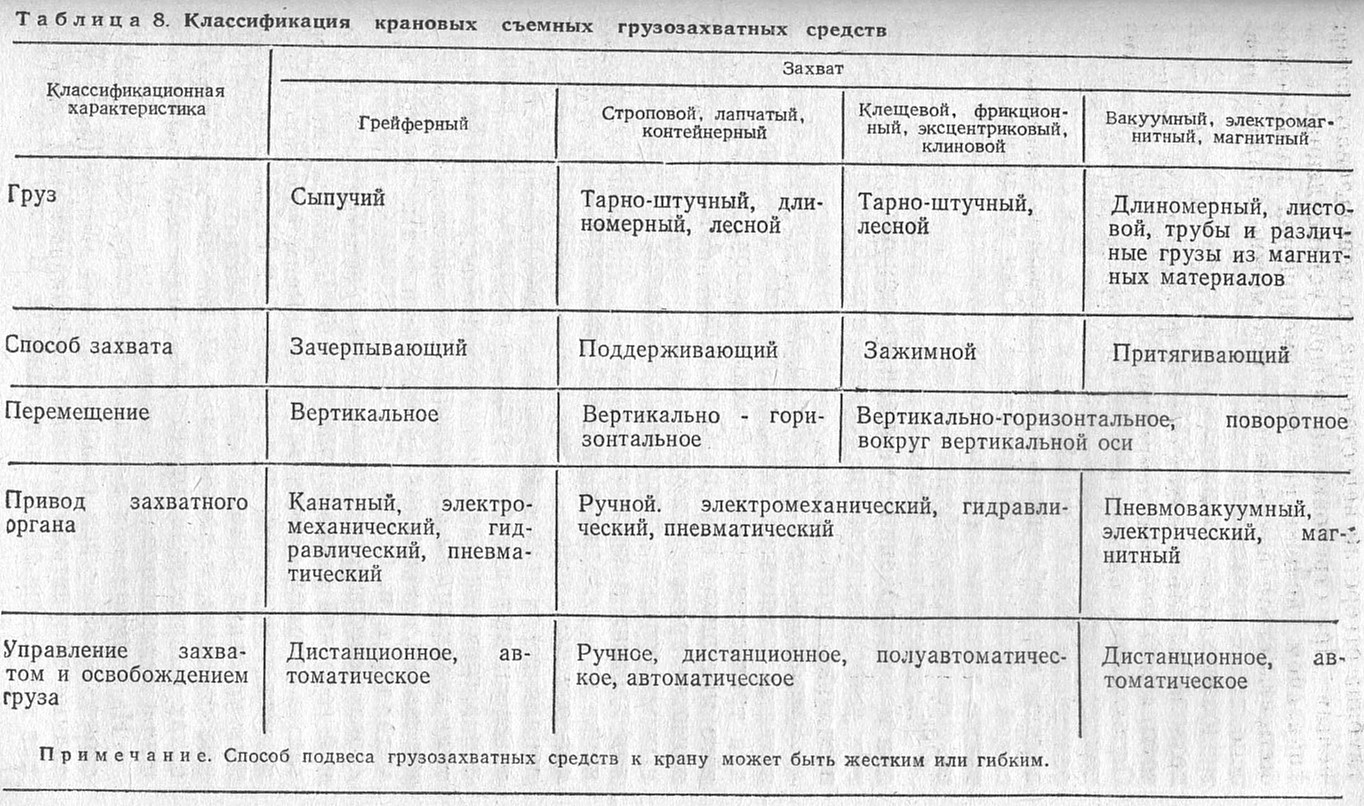
Простые
грузозахватные средства — это гибкие и жесткие стропы,
предназначенные для
захвата груза за специальные приспособления (рым-болты, крюки, петли,
цапфы и
др.).
Универсальные
грузозахватные средства — это бесконечные или одноветвевые
стропы из цепей или
стальных канатов (в некоторых случаях применяют канаты из органических
материалов), предназначенные для захвата груза обвязкой.
Специализированные
грузозахватные средства — это различного вида
механизированные и
автоматизированные грузозахватные устройства типа грейфера, клещевых и
эксцентриковых механизмов электромагнитных и вакуумных устройств и т.
п.
Специализированные грузозахватные устройства приспосабливают для
захвата конкретных
грузов, параметры которых — масса, конфигурация, габаритные
размеры, жесткость
— могут быть самыми разнообразными, поэтому конструктивное
исполнение
грузозахватных устройств трудно стандартизировать. Специализация
грузозахватных
устройств позволяет наиболее эффективно с максимальной
производительностью
использовать грузоподъемные средства. Однако пока распространены в
основном
универсальные приспособления и средства: стропы, крюки, траверсы,
различные
кольца, коромысла и т. п. Эти средства позволяют перерабатывать грузы
широкой
номенклатуры и самой различной конфигурации. Они характеризуются также
легкостью и непродолжительностью замены одного типа приспособлений на
другой.
Универсальные
приспособления используют также при проектировании специализированных
грузозахватных устройств, которые условно можно подразделить на
несколько
групп.
Грузозахватные
устройства для
штучных грузов — захваты клещевого
типа, рычажного типа используют для транспортирования бочек, рулонов,
ящиков,
листового материала и т. п. С помощью электромагнитных захватов
транспортируют
металлоизделия из магнитных материалов. Вакуумные захваты предназначены
для
плоских и криволинейных (с большим радиусом кривизны) изделий с гладкой
поверхностью. Захваты-кантователи, используемые преимущественно для
цилиндрических грузов (рулонов, барабанов, бочек и т. п.), обеспечивают
поворот
груза из вертикального положения в горизонтальное или наоборот.
Вилочными
захватами и захватами с поворотными лапами транспортируют ящики, пакеты
металлических изделий, листовой металл и т. п. Особую группу составляют
захваты
для грузов, снабженных захватными элементами — фигурной
головкой с
цилиндрической проточкой, буртиком, а также специальными отверстиями.
Эти
захваты отличаются компактностью и удобны для работы в стесненных
условиях.
Иногда они выполняют и дополнительные функции, в частности, с их
помощью в
ремонтных цехах выпрессовывают детали, демонтируют узлы машин и
механизмов.
Из специальных захватов для контейнеров у
нас в стране наибольшее распространение получили бес приводные
полуавтоматические и автоматические захваты для средне тоннажных
контейнеров. В
полуавтоматических захватах застроповку контейнера осуществляют
вручную, а
отстроповку — автоматически при установке его на опору. У
автоматических и
приводных захватов нет необходимости в дополнительном обслуживании:
один
оператор грузоподъемной машины выполняет операции перегрузки
контейнеров автоматическим
захватом. Однако в связи со скоростными погрузками такие устройства
необходимо
оснащать механизмами точной наводки захвата на контейнер. В настоящее
время
отечественной промышленностью освоены и выпускаются специальные
контейнерные
краны в комплекте с автоматическими захватными устройствами для
контейнеров
грузоподъемностью 10, 20, 30 т.
К
грузозахватным средствам для сыпучих грузов относят грейферы и
грейферные
механизмы. В этой же группе часто рассматривают транспортирующие
емкости и
двухстворчатые бадьи-кюбели. Однако они не могут быть отнесены к
грузозахватным
устройствам, так как не обеспечивают зачерпывания груза. Грузозахватные
устройства погрузчиков служат для перегрузки пакетированных или тарных
грузов
(вилочные захваты, клещевые и т. п.).
По
способу
управления различают грузозахватные средства с ручным, автоматическим и
дистанционным управлением, а по способу поворота — свободно
поворотные
(вращающиеся свободно совместно с крюком на его подвеске) и
принудительно
поворотные (вращающиеся специальным поворотным механизмом), управляемые
крановщиком. Для перемещения и управления подхватными и зажимными
грузозахватными средствами применяют электрические, гидравлические и
пневматические приводы. В некоторых простых грузозахватных устройствах
используют
ручной привод (например, в эксцентриковых).
Грузоподъемный
кран нормального исполнения с крюковой подвеской оборудуют канатными
стропами
универсального исполнения. Грузоподъемный кран специального исполнения
оборудуют специализированными грузозахватными приспособлениями для
захвата
ковшей с расплавленным металлом, раскаленных болванок и др. (табл. 8).
Контрольные
вопросы
1.
Виды грузозахватных
средств. Какие различаются группы грузозахватных устройств?
Классификация
универсальных приспособлений. Какие различаются виды грузозахватных
устройств
по способу захвата груза? 3. Классификация грузозахватных устройств по
способу
управления.
2. Стропы
Стропы
из
пеньковых и синтетических канатов применяют при строповке деталей с
гладко
обработанной поверхностью массой не более 1,5 т (шлифованных и
полированных,
деревянных изделий, нетвердых легковесных грузов)'. Использовать такие
стропы
рекомендуется только с коушами, применять металлические концевые
элементы не
рекомендуется, так как они быстро перетирают канаты. В горячих цехах
такие
стропы не применяют.
Стропы
из
стального каната высокопрочны и долговечны, разрушаются постепенно, так
что
легко можно определить степень разрушения, но плохо работают при
перегибах и на
острых углах. При повторных нагружениях канаты многократно
перегибаются,
проволоки ломаются, а стропы бракуют.
В
горячих
цехах машиностроительных заводов, литейных цехах стропы из стальных
канатов
имеют ограниченное применение, так как органический сердечник каната
относительно быстро выгорает и проволоки, не смазываясь, интенсивно
изнашиваются. Сращивание или связывание канатов строп не допускается.
Цепные
стропы, как и стальные, канатные, могут использоваться для подъема и
перемещения любых грузов на всех производствах. Преимущество цепных
стропов
перед стальными канатными в том, что они более гибки, пригодны для
подъема
деталей и узлов с острыми кромками без подкладок, могут работать при
высокой
температуре, хорошо накладываются на груз и снимаются с него, что очень
важно
при работе с раскаленным металлом. Но цепные стропы имеют ряд
недостатков:
большую собственную массу, не выносят резких динамических нагрузок и
могут
внезапно рваться дефекты цепей трудно обнаружить. Эти недостатки
ограничивают
применение их, особенно при подъеме тяжелых и ответственных грузов в
местах
большой концентрации людей и оборудования.
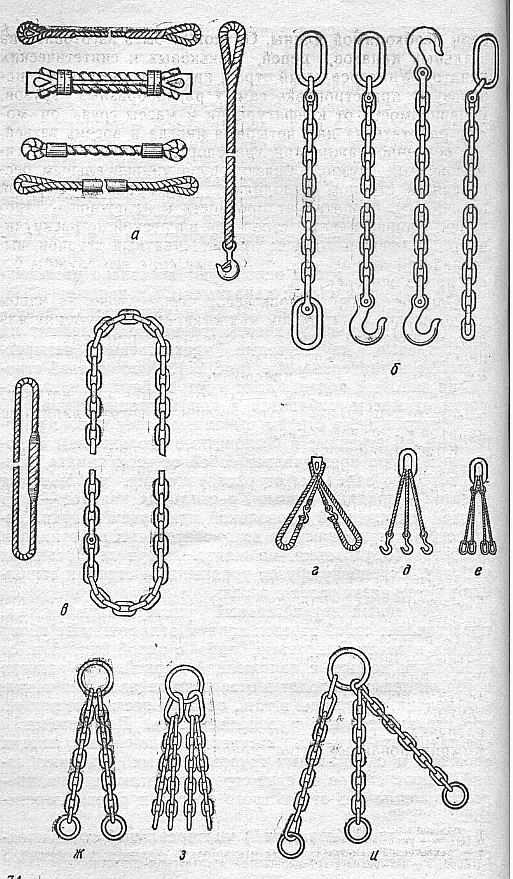
Рис.
21.
Стропы:
а —
одноветвевые канатные стропы (CK); б
— одноветвевые цепные стропы (СЦ); в
— универсальные канатные и цепные; г
— двухветвевой канатный; д
—
трехветвевой канатный; е
— четырехветвевой канатный; ж
—
двухветвевой цепной; з
— четырехветвевой цепной; и
—
трехветвевой цепной
Практика
показала, что частыми причинами разрыва цепных стропов, является
неправильная
их эксплуатация, перегрузка из-за неправильной маркировки или подъема
мертвых
грузов, нерадивость стропальщиков, применения изношенных цепей. Стропы
со
звеньями или захватными элементами, изношенными более чем н? 10 % по
диаметру
цепной стали, имеющие свыше 30% выработавших звеньев или негодные по
другим
причинам, к дальнейшей эксплуатации не допускаются.
В
настоящее
время используют несколько разновидностей грузовых строп: канатные
(СК), цепные
(СП), универсальные канатные (УСК) и универсальные цепные (УСЦ). По
числу
ветвей стропы подразделяют на одноветвевые, двухветвевые, трехветвевые,
четырех-ветвевые и универсальные (рис. 21). Число ветвей стропа, на
который
подвешивают груз, выбирают в зависимости от массы, габаритов и
конфигурации
груза.
Универсальные
стропы выполняют трех типов: упрощенные, облегченные и бесконечные
(кольцевые).
Упрощенный строп представляет собой отрезок каната, концы которого
заделаны от
раскручивания у пеньковых канатов—прядями пеньки, у стальных
канатов — мягкой
отожженной проволокой или путем сварки. Такие стропы применяют на
вспомогательных работах, при ремонте оборудования, на монтажных и
демонтажных
работах. Строповку грузов упрощенным стропом выполняют путем вязки
узлов и
петель.
Облегченный
двухпетельный универсальный строп, представляет собой отрезок каната,
заплетенный с обоих концов в петли с коушами, либо с одной петлей и со
свободным концом с наложенной маркой. При зацепке груза он легко
проходит в
отверстия деталей, петли, рымы, кольца, проушины и т. п., образуя
несколько
ветвей, что увеличивает его грузоподъемность. Двухпетельный строп может
служить
составным элементом многих сложных и специальных грузозахватных
приспособлений.
В этом случае в петли стропа вплетают коуши, предохраняющие его от
быстрого
износа и резких перегибов.
Бесконечный
(кольцевой) универсальный строп представляет собой замкнутый кольцевой
отрезок
каната или цепи необходимой длины. Он может быть изготовлен из стальных
канатов, цепей, пеньковых и синтетических канатов. Универсальный строп,
как и
двухпетельный, используют при строповке самых разнообразных грузов. В
зависимости от конфигурации и массы груза он может работать на две,
четыре, а
иногда и восемь ветвей, что особенно важно при транспортировании весьма
тяжеловесных грузов. Обвязку груза универсальным бесконечным стропом
выполняют,
как правило, мертвой петлей, что гарантирует прочность и надежность
строповки.
Универсальный строп под нагрузкой не раскручивается в отличие от всех
других
канатных стропов, вытягивается незначительно, поэтому срок его службы
более
продолжителен.
Однопетельный,
одноветвевой
строп имеет на одном конце петлю, а на другом крюк,
карабин, струбцину
или
другой концевой захват. Такой строп применяют при перемещении грузов,
имеющих
монтажные петли, рымы, крюки или другие приспособления.
Так как
одноветвевой строп от предельных нагрузок может раскручиваться, то его
нужно
изготавливать из канатов крестовой свивки.
Комбинированный строп состоит из элементов стального каната и цепи. Петли и крайние части стропа изготавливают из стального каната, а среднюю часть стропа, как участок интенсивного износа, делают из цепи, грузоподъемность которой на 15—20 % больше грузоподъемности каната. Комбинированные стропы выпускают грузоподъемностью до 6 т. Они обладают всеми преимуществами цепных стропов, кроме того, они надежнее, долговечнее их. Тяжелые навесные и соединительные кольца, необходимые для цепных стропов, заменяют легкими и прочными канатными петлями. Поскольку канатный участок стропа имеет меньшую грузоподъемность, разрушаться он начинает раньше, как бы сигнализируя о непригодности стропа. Канатная часть стропа служит также амортизатором цепи при динамических нагрузках, смягчая рывки и предотвращая разрыв. Комбинированный строп предназначен для транспортирования сварных и литых деталей с острыми кромками и ребрами, рельсов, корпусов подшипников, металлоконструкций и т. п.
Многоветвевой
строп состоит из нескольких ветвей, объединенных между собой общим
стальным
кольцом. Он предназначен для зацепления грузов за две, три или четыре
точки.
Широкое применение эти стропы получили при строповке тяжеловесных
грузов,
коробов и т. п., снабженных петлями, проушинами, скобами, цапфами и т.
д.
При
использовании многоветвевых стропов необходимо следить за тем, чтобы
нагрузка
передавалась на все ветви равномерно.
В
зависимости
от поднимаемых грузов стропы оборудуют специализированными захватами:
коромыслами, кольцами, крюками, струбцинами и др.
Конструкция
стропов и грузозахватных приспособлений должна исключать возможность
самопроизвольного отсоединения груза. При маркировке многоветвевого
стропа
нужно указывать грузоподъемность стропа в целом и его отдельных частей,
ветвей.
Это помогает стропальщикам правильнее выбирать стропы, а при подъеме
груза за
несколько ветвей точнее рассчитать усилия, приходящиеся на одну ветвь и
на каждый
строп.
Все
инвентарные стропы и грузозахватные приспособления снабжают бирками с
четким
обозначением регистрационного номера, грузоподъемности и даты
очередного
испытания.
Для
перемещения длиномерных грузов и громоздких изделий часто применяют
траверсы.
Контрольные
вопросы
1.
Какие виды стропов
применяют в промышленности? 2. Применение универсальных стропов. 3. Как
устроены многоветвевые стропы?
3. Проектирование строповых
грузозахватных приспособлений
Процесс
изготовления стропа можно разделить на два основных периода работ:
подготовительный и сборочный.
В
подготовительный период мастер или механик разрабатывает технические
условия
или получает готовые рабочие чертежи. Конструируя грузозахватные
приспособления, необходимо учитывать объем работ: для малых партий
грузов
рекомендуются универсальные, типовые стропы; для деталей серийного и
массового
производства — специальные. Стропы, предназначаемые для
горячих цехов, лучше
изготавливать из цепей, а для механосборочных и строительно-монтажных
площадок
— из стальных канатов. При определении диаметра каната или
цепи стропа нужно
учитывать массу груза, число ветвей стропа, угол наклона между ветвями,
коэффициент запаса прочности, который должен быть не ниже 6 —
для стальных
канатов, не менее 8 — для пеньковых канатов и не менее 5
— для цепей.
Захватный
элемент стропа выбирают в зависимости от места крепления и способа
обвязки
груза: для деталей с фланцами — струбцины или штыри, с
отверстиями — коромысла,
с проушинами или цапфами — крюки. С целью предохранения
стальных канатов от
резких перегибов, уменьшения износа их в местах соединения с навесными
кольцами
и захватными средствами в петли стропов необходимо вмонтировать коуши.
В
стропах с концевыми элементами (крюками, карабинами, струбцинами,
коромыслами и
т. п.) установка коушей иногда по технологическим причинам становится
недоступна или бывает нежелательна, так как петли их становятся
значительно
больше, что создает неудобства в работе, усложняет навеску
приспособлений. В
этих случаях канаты вплетают непосредственно в отверстия навесного
приспособления без коушей. Однако необходимо учитывать склонность
стальных
канатов, особенно с мягким сердечником, к деформации в местах
перегибов. Чтобы
канат не деформировался и работал нормально, диаметр отверстия
приспособления,
куда вплетают строп, должен быть равен 1,25 диаметра каната,
минимальный радиус
перегиба петли и приспособлений не менее 0,75 диаметра каната, а длина
петли
стропа не менее длины петли, заплетенной под коуш. Толщину концевого
захватывающего элемента выбирают расчетом или конструктивно. Ее
разрешается
регулировать до заданного размера приваркой дополнительных шайб. Чтобы
в
приспособлении не возникали внутренние напряжения, приваривать шайбы
нужно
коротким прерывистым швом в 4—5 точках. Для образования
закругления отверстие в
начале раззенковывают под углом 90° на глубину фаски, а затем
острые кромки
закругляют по радиусу. Закруглять отверстия можно только на участке
рабочего
положения петли стропа. Поверхность сопряжения захватного
приспособления с канатом
должна быть обработана не ниже 10-го класса шероховатости.
При
правильном выборе и отработке отверстий под заплетку отпадает
необходимость
применения коушей, так как канат на участке соединения петли с
грузозахватным
устройством или другим элементом под нагрузкой, принимая форму, близкую
к
эллипсу, не деформируется и, работая на 2 ветви, имеет
12—16-кратный запас
прочности. Стропы без коушей значительно дешевле и легче, удобнее в
работе,
проще в изготовлении.
Петли
стропа
образуют несколькими способами: креплением зажимами, заплеткой и т. д.
Способ
крепления стальных канатов зажимами прост и может выполняться рабочим
любой
квалификации, но применяется реже, так как стропы с такими зажимами
неудобны в работе.
В грузозахватных приспособлениях для образования петель зажимы
применяют при
изготовлении временных стропов; у стропов, работающих без обвязки груза
и не
предназначенных к протягиванию в отверстия, у стропов с очень
маленькими
расстояниями между петлями, у которых невозможно выполнить заплетку;
при
креплении канатов к траверсе, грузовых канатов в грузоподъемных
механизмах.
Зажимы
имеют
различные конструкции (рис. 22). Простейший Г-образный зажим
представляет собой
два загнутых болта. При образовании петли свободный конец каната вместе
с
основным вставляют между болтами и зажимают гайками. Зажим У-образный
состоит
из хомутика с гайкой и планки с призматической прорезью. Он прост в
изготовлении и хорошо крепит канат. Зажим с зубчатым корпусом состоит
из хомута
с гайкой, четырехзубого литого корпуса, стопорной планки, необходимой
для
предохранения гаек от самооткручивания. С его помощью можно хорошо
закреплять
концы каната, но он сложен в изготовлении, поэтому массового
употребления не
имеет.
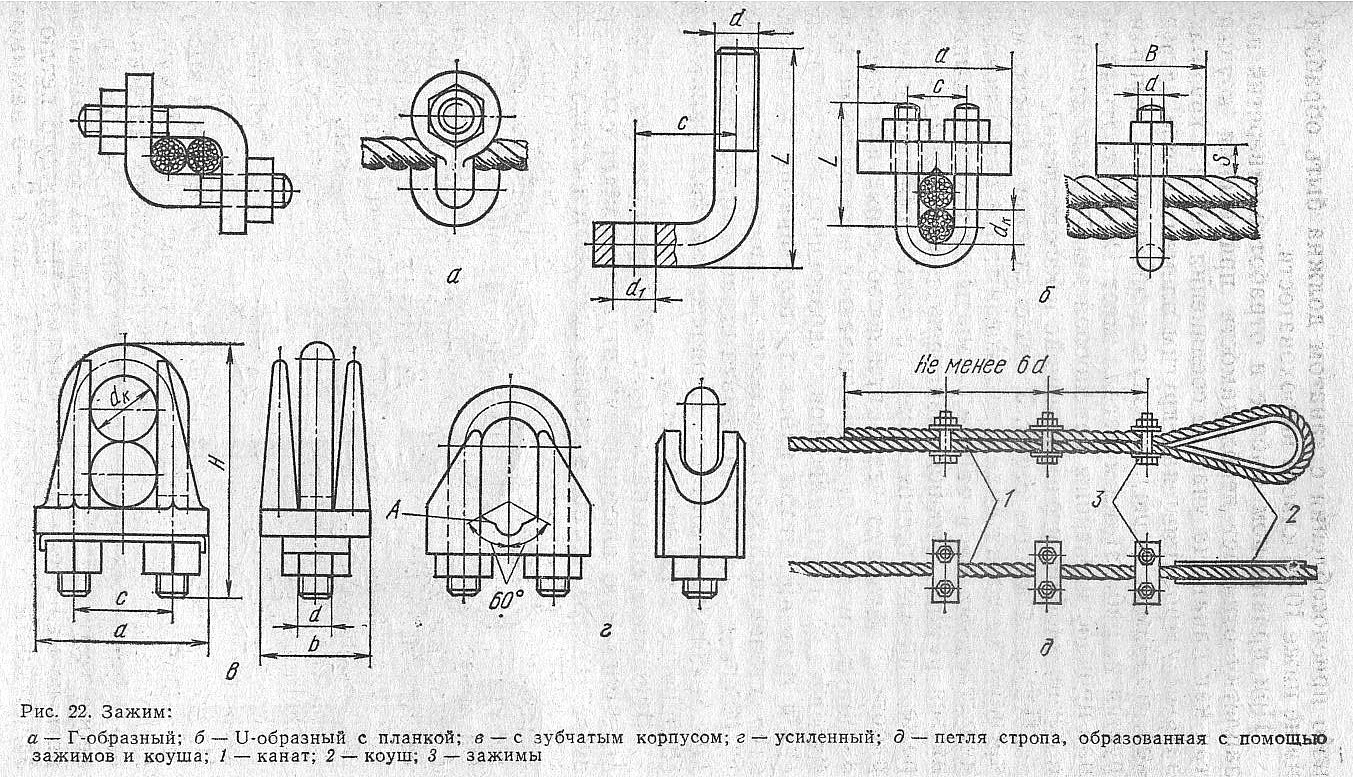
Усиленный
зажим имеет корпус с тремя сферическими выступами, расположенными по
осям через
60°. Пряди свободного конца петли каната ложатся в выступы
корпуса и
прижимаются хомутиком. Гайки хомутика при установке зажимов на стропе
нужно
затягивать постепенно, поочередно, чтобы не сорвать резьбу. Крепление
хомутика зажима
во всех случаях нужно выполнять не менее чем двумя гайками. На каждую
петлю в
зависимости от диаметра каната ставят 3—5 зажимов. Интервалы
между ними должны
составлять 6 диаметров каната.
Разрабатывая
стропальные приспособления, следует всегда учитывать индивидуальные
особенности
каждого стропа. Однопетельный одноветвевой строп, имея одно навесное
захватное
средство, обладает способностью раскручиваться, если он изготовлен из
каната
односторонней свивки. Поэтому когда канат крестовой свивки отсутствует,
захватные приспособления целесообразнее монтировать на универсальный
(бесконечный) строп, работающий на две ветви. У таких стропов канаты
могут быть
меньших диаметров, и сами стропы становятся более удобными в работе,
канаты не
раскручиваются под нагрузкой, меньше вытягиваются и дольше служат. Но
кольцевые
(бесконечные) стропы, если они очень длинные, обладают отрицательным
свойством:
ветви их под нагрузкой могут скручиваться между собой, вращая деталь
(груз) или
обойму крюка, что может привести к травмам. Чтобы избежать скручивания
стропа,
на него устанавливают специальные распорки.
При
заделке
концов каната стропов используют втулочное соединение методом
опрессовки,
гильзоклиновое соединение, а также заплетку.
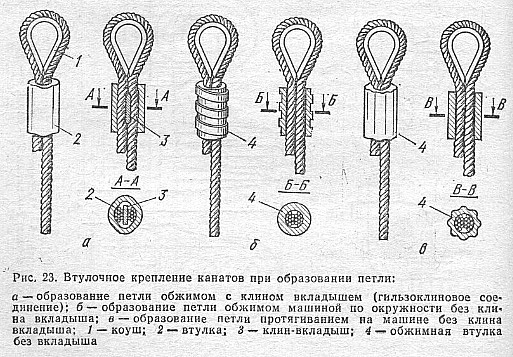
Втулочное
соединение (рис. 23) представляет собой опрессованную алюминиевую
втулку на
ветвях соединяемых канатов, которые прочно сцепляются между собой и
металлом
втулки, образуя в сечении однородное тело. Технология такого соединения
следующая: овальную алюминиевую втулку надевают на ветвь каната,
образуя петлю
(огон) вокруг коуша таким образом, чтобы конец хвостовой части каната
выходил
из втулки после о прессовки не менее чем па 2 мм. Собранную заготовку
соединения помещают в матрицу и сдавливают пуансоном до получения
круглого
сечения втулки. Существует два метода о прессовки алюминиевой втулки: в
открытой и в закрытой матрице.
Гильзоклиновое
соединение предназначается для заделки концов каната с образованием
петли под
коуш и без него. Гильзоклиновое соединение состоит из спрессованной
цилиндрической
гильзы, внутри которой между зажимаемыми прядями каната вставляют
вкладыш.
Овальную
стальную гильзу устанавливают на ветвь каната, образующего петлю вокруг
коуша.
Для затягивания каната на коуше гильзу вместе с хвостовой частью
(ветвью)
сдвигают к полученной петле. При этом необходимо следить за тем, чтобы
при
затягивании коуша петлей хвостовая часть (ветвь) выходила не менее чем
на 20 мм
из гильзы со стороны, противоположной коушу. В середину гильзы между
ветвями
каната забивают вкладыш. После закрепления коуша с петлей в тисках
ударами в
торец гильзы с противоположной от коуша стороны сбивают ее до
закрепления
каната на коуше. Собранную заготовку опрессовывают.
При
проектировании цепных стропов следует учитывать, что их монтаж более
сложен,
требует использования электро- или газовой сварки, поэтому он должен
выполняться высококвалифицированными специалистами по заранее
разработанной
технологии. Выбирая навесные кольца, нужно учитывать не только
грузоподъемность
стропа и размеры его элементов, но и крановых крюков, на которые будут
одевать
эти кольца.
Контрольные
вопросы
1. Из
чего состоит подготовительный период
изготовления стропов? 2.
Как
закрепляют концы канатов строп?
3. Какие
существуют способы крепления петель (огонов) канатных стропов?
4. Сборка и
изготовление стропов
Строп,
как
правило, изготовляют слесари, токари, фрезеровщики и другие
специалисты. Сборка
стропов заключается в изготовлении петель (огонов) и силесней (сплетки
и
сращивания канатов). Заплетку стропов — основную операппю
— выполняет опытный
рабочий стропальщик, такелажник или специалист заплетчик.
Изготовление
стропа начинают с подготовки заготовки каната нужного диаметра и
качества.
Длина заготовки включает требуемую длину стропа и отрезка, необходимого
для
образования петель, заплетки и технологического припуска. Места резки и
основание расплетки, чтобы предупредить раскручивание каната, укрепляют
наложением марок па расстоянии 1—4 диаметров каната от места
рубки. Чтобы
проволоки прядей каната не раскручивались и не кололись во время
заплетки
стропа, их концы следует обмотать клейкой лентой.
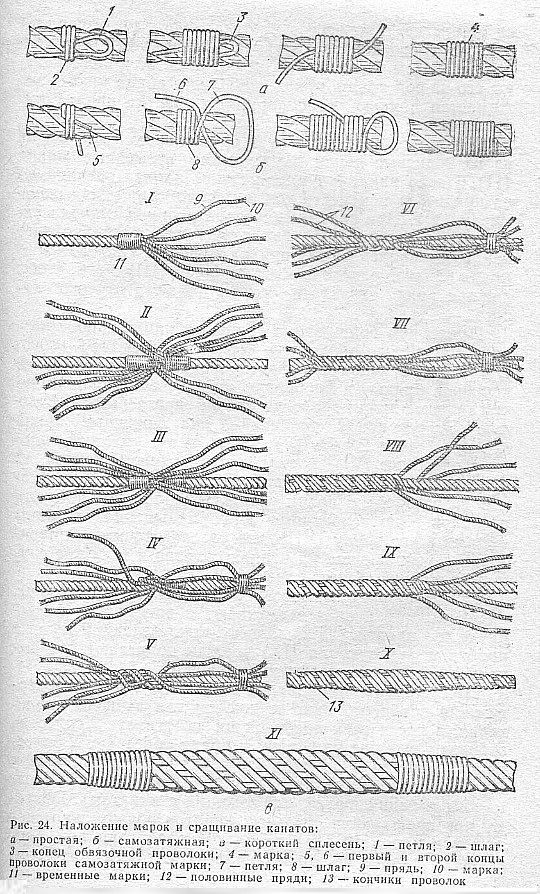
Марки
для
стальных тросов делают из мягкой проволоки или из бензельного троса. По
способам накладки марки делят на простые и само затяжные. Простую марку
(рис.
24, а) накладывают на трос в некотором удалении от концов. Один из
концов
проволоки укладывают вдоль каната в виде петли, затем канат обвивают
шлагами,
число которых до 10—15 (у временных марок 6— 10).
Оставшийся конец пропускают в
петлю и с ее помощью затягивают шлаги под марки. Свободные концы
обрубают, и
марка готова.
Самозатяжную
марку (рис. 24, б) накладывают на концы канатов и их прядей. Один из
концов
проволоки укладывают между прядями каната и обматывают 5— 6
шлагами по
направлению к концу троса. Затем между прядями вдоль каната укладывают
второй
конец проволоки, который также обматывают шлагами образовавшейся петли.
После
этого свободный конец петли затягивают под шлаги и обрезают. Если
самозатяжную
марку накладывают не на конец, а на среднюю часть каната, то последние
5—6 шлагов
накладывают со слабиной на уложенную вдоль троса прокладку. После
накладки
шлагов продергивают свободный конец проволоки, прокладку убирают, шлаги
обтягивают туго поочередно и свободный конец затягивают под них так же,
как и
при накладке марки на конец каната.
Заплетку
стропа производят с помощью специального приспособления, на котором
канат,
укрепленный в вертикальном положении, может свободно поворачиваться.
Канат
немного ниже метки отрезка, необходимого для образования петли,
пробивают
широким шилом с овальными пазами по бокам, отделяя от каната прядь,
шило
поворачивают на 90°, в результате чего образуется отверстие, в
которое и
протаскивают одну из прядей расплетенного каната до упора в отрезанный
его
сердечник. Затем шило поворачивают обратно и вытаскивают его из-под
пряди,
прядь свободного конца каната зажимается прядью не расплетённого
участка
каната, переплетаясь с ней.
При
подготовке канатов к сращиванию (рис. 24, в) на их концевые пряди
накладывают
временные марки (11). После накладки марок концы каната расплетают на
пряди (9)
и в месте конца расплетки накладывают марку (10). При сращивании каната
пряди
сначала укладывают попарно (11) так, чтобы пара прядей одного каната
оказалась
между прядями другого каната. Затем пряди канатов раскладывают по одной
(III) с
тем, чтобы каждая прядь оказалась между прядями другого каната.
Пряди
при
сращивании стальных канатов поочередно пробивают по правилу —
через одну под
две — (IV), т. е. каждую ходовую прядь проводят над ближайшей
коренной прядью и
пробивают под две следующие, причем ходовые пряди проводят против
спуска
каната. Каждую ходовую прядь пробивают под коренные пряди другого
каната 2 раза
(V), затем из нее удаляют половину проволок (VI) и половинным числом
пряден 12
производят третью пробивку. Перед четвертой пробивкой (последней) в
пряди
вставляют только четверть проволок. Это необходимо для уменьшения
толщины
сплесня к его концу (VII), что рассредоточивает напряжения, возникающие
на
концах сплесня и могущие служить причиной обрыва каната.
После
четырех пробивок концы прядей обрезают, пряди второго каната отвязывают
и
приступают к пробивке его прядей (VIII). Здесь также делают 2 полные
пробивки,
затем пряди (IX) дважды подрезают для выполнения третьей и четвертой
пробивок.
При
выполнении пробивок каждый раз после продергивания пряди отбивают
мушкелем для
лучшего прилегания, а после всех пробивок их обтягивают, сплесень
отбивают еще
раз мушкелем и пряди обрезают. У сплесня (X) имеется множество торчащих
кончиков проволок 13, что делает его непригодным для использования
(возможны
ранения людей, работающих с канатом). Поэтому при сращивании стальных
канатов
обязательно наложение марок 10 (XI) из мягкой проволоки или бензельного
каната
на концах сплесня с таким расчетом, чтобы марки полностью закрывали
участки прядей
с обрезанными и торчащими проволоками.
Для
упрощения работы можно делать тремя прядями 3 пробивки, а другими тремя
прядями
— четыре пробивки, что уменьшает толщину сплесня к его концам.
На
стальных
канатах, как и на растительных, можно делать петли простые и с коушами.
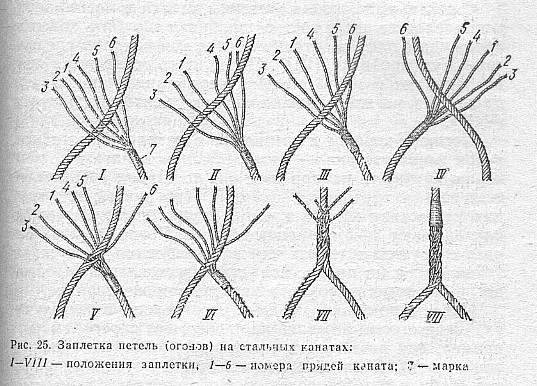
Простую
петлю (рис. 25) делают также после подготовки каната, которая состоит в
наложении на него марки, наложении марок на пряди и роспуска конца
каната на
пряди. Конец каната укладывают, так, чтобы он образовывал петлю (I),
свободные
пряди раскладывают с каждой стороны по 3 (на рисунке пряди
пронумерованы в
порядке их пробивки от 1 до 6).
Первую
прядь
пробивают под 3 пряди каната справа налево против его спуска (II),
вторую прядь
— под 2 пряди каната, а третью — под одну (III).
Затем петлю переворачивают и
пробивают четвертую прядь под 2 пряди и пятую — под одну
(IV). Пряди обтягивают
так, чтобы марка уперлась в коренной конец, петлю снова переворачивают
и шестую
прядь пробивают под одну прядь каната, но не против спуска, а по его
направлению
(V). Этим заканчивается первая пробивка прядей, правильность которой
должна
быть проверена. При правильном выполнении пробивки ходовые пряди должны
быть
расположены через одну прядь каната. Последующие пробивки ходовых
прядей ведут
против спуска каната (справа налево) по правилу — через одну
под две (VI). По
окончании каждой пробивки пряди обтягивают вручную, а при больших
толщинах
тросов — талями, а также околачивают мушкелем.
С целью
уменьшения толщины каната в месте соединения следует после третьей
пробивки
обрубить ходовые пряди через одну, а оставшимися тремя прядями сделать
четвертую пробивку (VII). После этого оставшиеся пряди обрубают, и
места
обрубки всех прядей покрывают маркой из мягкой проволоки или
бензельного троса
(VIII).
Петлю с
коушем
изготовляют в такелажных тисках, а при их отсутствии — путем
обводки каната по
кипу коуша вручную, что при больших толщинах троса является весьма
трудоемкой
работой. При ручной закладке для удержания каната в кипе коуша
последовательно
накладывают 3—4 временные марки. После зажатия каната с
коушем в тисках или их
скрепления распускают концы троса на пряди, как при изготовлении
простой петли,
которые вплетают в канат в том же порядке.
Петли с
помощью зажимов изготовляют в тех случаях, когда стропы с петлей не
подвергают
перегибам (например, для постоянных оттяжек, а также при креплении
грузов). В
зажиме для соединения стальных канатов скобу и колодку скрепляют и
затягивают
гайками с шайбами.
Размеры
зажимов должны соответствовать толщине каната, их подбирают в
соответствии с
выбитыми или отштампованными на колодках обозначениями.
При
изготовлении петель с помощью зажимов также используют такелажные
тиски, в
которые зажимают петлю. Зажимы располагают колодками на коренном
(рабочем)
конце каната на расстоянии не менее шести диаметрам каната один от
другого.
Число используемых для соединения зажимов в зависимости от толщины
троса должно
составлять при диаметре канатов до 16, 16—27, 27—37
и свыше 37 мм
соответственно 3, 4, 5, 6 шт.
5. Строповые
грузозахватные приспособления
с дистанционным и автоматическим управлением
Применение
дистанционной и автоматической зацепки и отцепки крюков стропов
повышает
эффективность управления крановым оборудованием и производительность
труда
такелажников и стропальщиков, обеспечивает безопасность производства
строгальных
работ. В простых устройствах этого типа крюк поворачивается при помощи
рычага
или канатика при ослабленном натяжении стропов.
Универсальное
грузозахватное устройство с
дистанционным
управлением отцепкой крюков (рис. 26, а)
состоит из подвески, прикрепленных к ней через кольца обойм с блоками,
ветвей
стропов и уравнительных канатов. Стропы на свободных концах оборудованы
грузовыми крюками с обоймами, перекрывающими зев крюка и снабженными
тягами,
которые осуществляют поворот крюка. Конструкция подвески позволяет
воспринимать
односторонние нагрузки за счет возможности ее поворота относительно
крюка
монтажного крана в вертикальной плоскости, а наличие колец обеспечивает
поворот
относительно вертикальной оси обоймы в пределах 120°.
Грузоподъемность
устройства 10 т, масса 195 кг.
Грузозахватное
устройство ЗСП-ЗА для строповой и
дистанционной раскреповки строительных конструкций, технологического
оборудования и других грузов (рис. 26, б) состоит из обоймы,
специального крюка,
установленного в обойме на пальце рукоятки с фиксатором, пружины
растяжения,
распорной пружины, опирающейся на тарелки, и направляющего стержня с
вилкой. На
консоли рычага, жестко связанного с крюком, имеются отверстия для
закрепления
рычага. Один конец рукоятки, выполненный в виде вилки, охватывает
рычаг, а
другой кольцом соединяется с расстроповочным шнуром. Рукоять может
поворачиваться на рычаге вокруг оси отверстия на 135°, при этом
фиксатор, входя
в зацепление с любым из четырех пазов на рычаге, надежно фиксирует ее
положение. В верхней части грузозахватного устройства вставлен палец
для
соединения его со стропом грузоподъемного механизма.
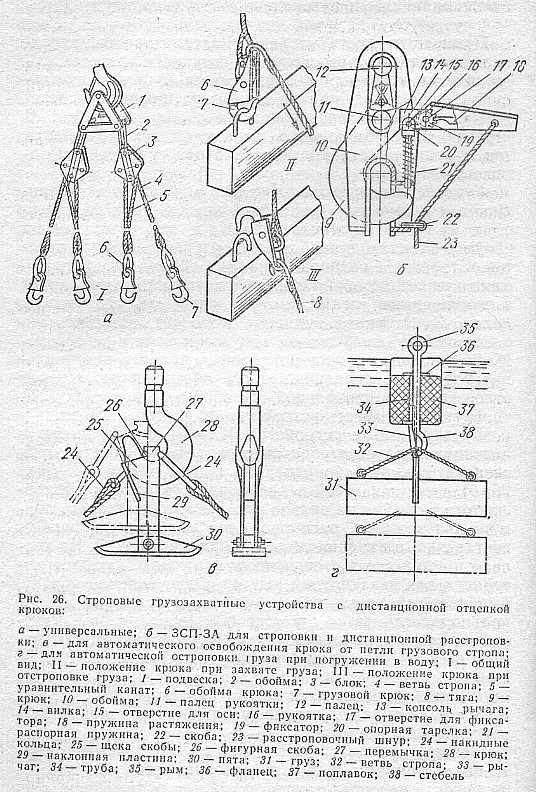
Зев
перекрывается рогом крюка и под действием пружины постоянно замкнут. Он
раскрывается при повороте рукояти непосредственно рукой или натяжением
расстроповочного
шнура. Скоба на обойме обеспечивает оптимальный угол между
расстроповочным
шнуром и рукоятью при ее горизонтальном положении.
Груз
стропят, непосредственно зацепляя крюком за монтажные петли, или при
помощи
дополнительных кольцевых стропов обвязкой «на
удавку». Перед подъемом груза
рукоять устанавливают так, чтобы при дистанционном раскрытии
грузозахватного
устройства угол между натянутым расстроповочным шнуром и рукоятью
достигал 90°.
Когда соблюдение этого условия невозможно, рукоять устанавливают в
горизонтальное положение, а расстроповочный шнур пропускают через
скобу. Для
изменения положения рукояти ее оттягивают до выхода фиксатора из
зацепления с
пазом на рычаге крюка, устанавливают в требуемое положение и фиксируют.
Дистанционную
расстроповку производят натяжением расстроповочного шнура после снятия
нагрузки
с крюка. Когда в дистанционной расстроповке нет необходимости, рукоять
можно
установить в крайнее нижнее положение.
Грузоподъемность
грузозахватного приспособления 3 т, габаритные размеры 70?200?320 мм,
масса
7,5 кг.
Устройство
для автоматического освобождения крюка от одного концевого звена петли
грузового стропа при снятии с него груза, монтируемое на стандартном
однорогом
крюке, состоит из двух фигурных скоб, соединенных в верхней части
перемычкой
(рис. 26, в). Щеки скоб выгнуты по форме рога крюка и соединены
наклонной
пластиной, по которой скользит крюк. Фигурные скобы, перемычка и
пластины
образуют обойму, которая в нижней части снабжена пятой. Скоба верхним
концом
перекрывает зев крюка, что исключает выпадение концевых звеньев стропа
при
рабочем положении. Щека скобы служит для сбрасывания звена стропа с
крюка. Крюк
освобождается от петли грузового стропа только при упоре пяты в груз. В
этом
случае крюк под действием силы тяжести скользит внутри обоймы, и звено
стропа
сбрасывается с крюка. Штриховыми линиями на рис. 26, в показано
взаимодействие
деталей устройства в момент сбрасывания звена с крюка. Грузоподъемность
устройства 5,1 т, масса 15,22 кг.
Разработано
строповое устройство для автоматической строповки груза при погружении
его в
воду. Оно имеет крюк (рис. 26, г), выполненный в виде стебля и
шарнир-но
соединенный с ним рычаг. Стебель снабжен рым-болтом. На стебель и рычаг
свободно надет поплавок, обладающий плавучестью. Во внутреннем
отверстии
поплавка при помощи фланцев вмонтирована трубка. Стебель н рычаг
связаны с
грузом при помощи стропа.
Устройство
работает следующим образом. Для закрепления груза на грузозахватном
устройстве,
связанном с судоремонтным подъемным средством рым-болтом, стропы
заводят на
плечо стебля крюка, поворачивают рычаг вверх до контакта со стеблем,
после чего
поплавок опускают по стеблю, что обеспечивает фиксирование рычага при
помощи
трубы в закрытом положении. Поднятый судовым грузоподъемным средством
груз
вываливают за борт и опускают в воду. При погружении под воду поплавок
в
результате плавучести поднимается по стеблю и освобождает рычаг,
который под
действием стропов откидывается вниз и освобождает последний вместе с
грузом.
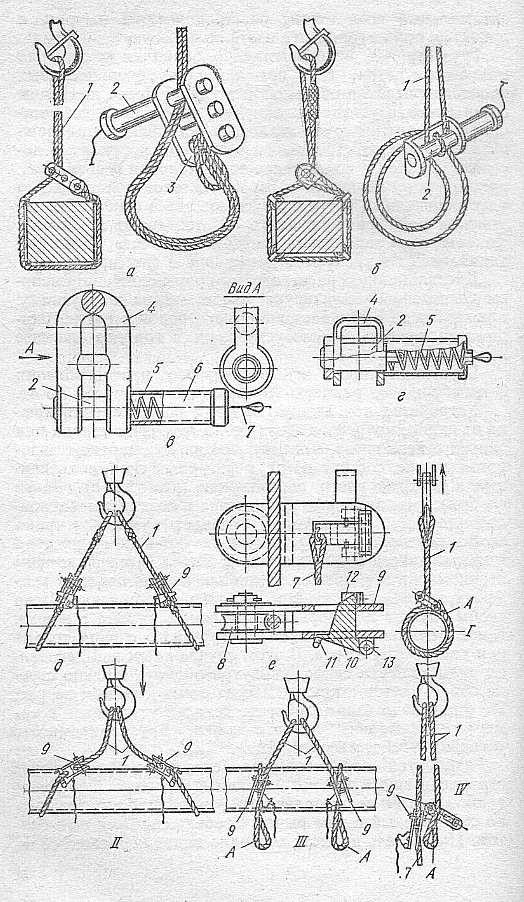
Рис.
27.
Штырьево-строповое грузозахватное устройство:
а — со
штыревым устройством, отдельным от
заякоривающего валика; б
— с совмещенным заякоривающим
валиком
и штырьевым устройством; в—замок
со скобой для
заякорнвания
стропа и вытягиваемым штырем; г
— замок с совмещенным
заякоривающим
валиком и штырьевым устройством (замком); д
—
с якорным замком для дистанционной расстроповки; е
—
замок для дистанционной расстроповки; I—IV
— позиции размыкания стропа;
1 — строп; 2
—
штырь; 3
— заякорнвающий валик; 4
— скоба; 5
—пружина; 6
— корпус пружины; 7
— вытягивающий тросик; 8
—
отводной ролик; 9
— щека; 10
— рычаг; 11
— ушко; 12
— пружинная защелка; 13—
ось рычага
К
штырьево-строповочным (рис. 27) относят грузозахватные устройства, в
которых
для захвата груза используют тросовый строп, а штырьевое устройство
(штырьевой
замок) служит вспомогательным приспособлением для удобной расстроповки
груза на
расстоянии, например, на высоте. Замок представляет собой каркас, в
котором закреплены
валик и подвижной штырь. Строп заякоривается в штырьевом устройстве за
валик, а
после застроповки поднимаемого груза огибает штырь и свободной петлей
навешивается на крюк крана (рис. 27, а). После установки груза на место
и
ослабления стропа штырь выдергивается и грузозахватное устройство
освобождается.
В
упрощенной
модели (рис. 27, б) петля стропа пропущена через отверстия каркаса и
надета на
штырь, последний в связи с этим выполняет функции валика и штырьевого
устройства.
Штырьевые
замки выполняют различной конфигурации (рис. 27, в). Штырьевой замок с
каркасом
выполнен в виде скобы с вваренной перепонкой. Штырь связан с пружиной,
удерживающей его в скобе. Для освобождения стропов штырь, преодолевает
сопротивление пружины, канатом вытягивается из одной стороны дугового
каркаса,
после ослабления троса штырь пружиной подается в каркас.
Известно
аналогичное штырьевое устройство, в котором штырь совмещен с
заякоривающим
валиком (рис. 27, г). Так как на штырь действует остаточное натяжение
стропа и
частично масса грузозахватного устройства, три вытягивании его
приходится
преодолевать силу трения, возникающую между стропом, штырем и гнездом,
по
которому он перемещается. Эта сила довольно велика, в связи с чем
вытягивать
штырь трудно.
В
штырьевом
устройстве (рис. 27, е) процесс вытягивания канатика облегчен за счет
того, что
штырь снабжен винтовым хвостовиком, взаимодействующим с вращаемой
гайкой-барабаном, на которую навит управляющий канатик. При натяжении
канатика
гайка-барабан вращается, а винт поступательно перемещается, так как
вращению
его препятствует шпонка, входящая в паз валика. Устройство применяют
при
подъеме стальных, железобетонных конструкций и технологического
оборудования.
В
некоторых
устройствах (рис. 27) вытягивание троса обеспечивается под любым углом
в
пространстве при помощи поворотного приспособления, которое установлено
на
кожухе замка на шарикоподшипниках. Пружина, размещенная в кожухе,
удерживает
подвижный штырь в закрытом положении. Канатик для расстроповки соединен
с
подвижным пальцем.
В
тресте
«Восток металлург монтаж» разработаны строповые
грузозахватные устройства
различной грузоподъемности, в которых замок для дистанционной
расстроповки
груза снабжен отводным роликом, а устройство для фиксации обратной
ветви стропа
выполнено в виде поворотного двуплечего рычага, связанного с тросиком
дистанционного управления (рис. 27, д).
Преимущество такой
конструкции
стропового грузозахватного устройства заключается в том, что его канат
при
затяжке груза не трется о корпус, вследствие чего повышается срок
службы.
Грузозахватное устройство предназначено для строповки секций
трубопроводов,
крупных блоков, длинномерных конструкций (балок, ферм), монтируемых на
высоте и
увязываемых мертвой петлей.
Для
закрепления поднимаемой конструкции используют двухпетлевые
(облегченные) и
универсальные (кольцевые) стальные стропы.
Строп
для
подъема груза состоит из собственно стропа и дистанционно управляемого
замка,
выполненного в виде корпуса из двух соединенных между собой щек. Внутри
щек с
одной стороны установлен на оси отводной ролик, а с
другой—устройство для
фиксации обратной ветви стропа, выполненное в виде поворотного
двуплечего
рычага с ушком, связанным с канатиком дистанционного управления.
На
одной из
щек замка расположена пружинная защелка, а на другой — ось
рычага, которая
размещена в плоскости мертвой петли.
Для
сборки
стропа с замком ролик вынимают из щек, заводят строп между щеками и
устанавливают ролик на место.
Груз,
предназначенный для подъема, охватывают стропом, подвешенным петлей на
крюк крана,
поворотом двуплечего рычага вокруг оси освобождают пространство между
щеками, в
которое вводят петлю А обратной ветви стропа. Поворачивают двуплечий
рычаг
внутрь петли стропа и щек до фиксации ее пружинной защелкой. Движением
крюка
вверх затягивают строп вокруг груза мертвой петлей. При затягивании
стропа
ролик вращается на оси, что обеспечивает равномерное, без рывков,
натяжение
стропа и надежное замыкание двуплечего рычага. Когда груз установлен на
место и
закреплен, опускают крюк, ослабляя натяжение стропа, натяжением
канатика
размыкают замок. После отстроповки замок повисает (удерживается) на
нижней
петле А стропа. Строп готов к очередному подъему.
Строповое
устройство грузоподъемностью 15
т отличается тем, что в его конструкции
предусмотрены два ролика вместо одного.
Наибольшее
преимущество перед рассмотренными механизмами имеют штырьево-строповые
механизированные грузозахватные устройства с дистанционным управлением
(электромагнитным и пневматическим приводами) расстроповкой из кабины
крана.
Они обеспечивают безопасность работ при монтаже и ускорение монтажных и
стропальных операций. Основные типы применяемых в настоящее время
штырьево-строповых механизированных грузозахватных устройств показаны
на рис.
28. Общая схема строповки груза показана на рис. 28, а.
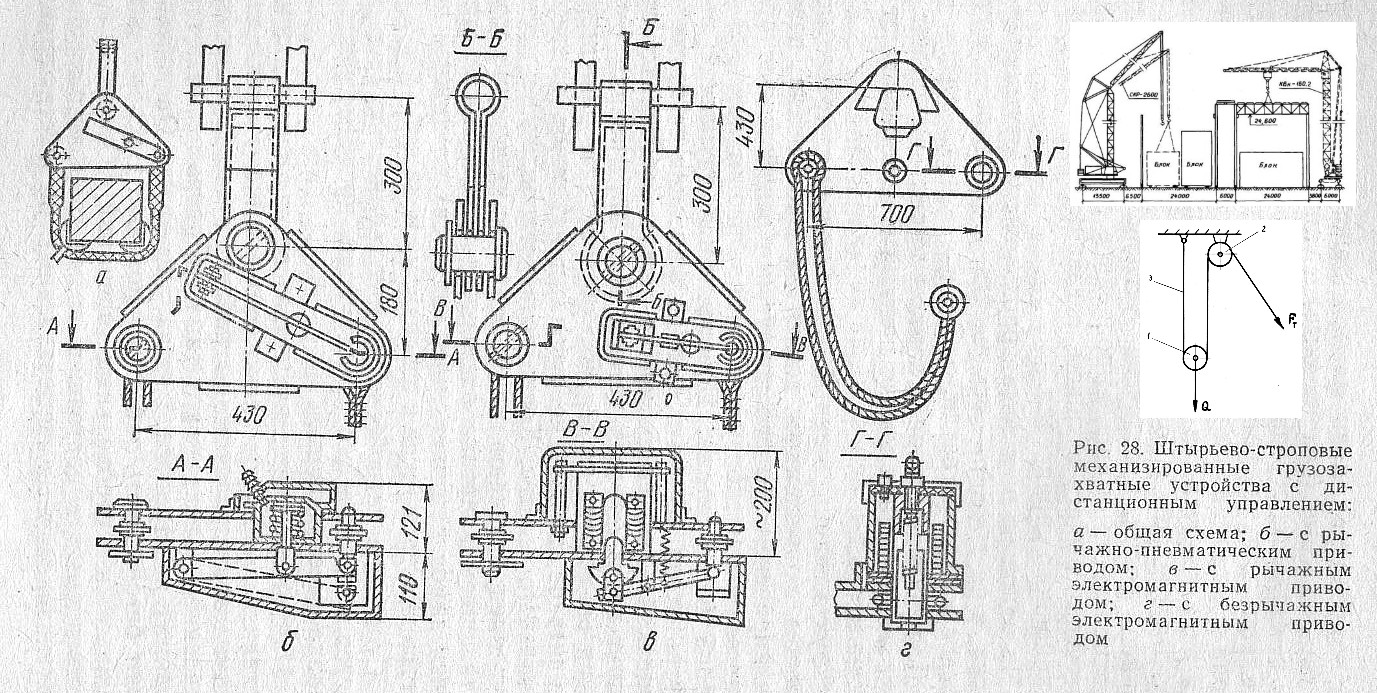
.
Представленные на рис. 28, б, в грузозахватные устройства
грузоподъемностью 10
т идентичны и отличаются только приводом для вытягивания штыря. В
конструкции,
изображенной на рис. 28, б привод рычажно-пневматический при давлении
воздуха
0,3 МПа. В качестве пневмотолкателя использована тормозная камера
автомобиля.
Масса грузозахватного устройства 45 кг. В конструкции, показанной на
рис. 28,
в, привод рычажно-электрический при напряжении переменного тока 36 В. В
качестве толкателя применен тормозной магнит типа КМТ-101, но можно
использовать и любой другой магнит аналогичной характеристики. Масса
грузозахватных устройств 55 кг. Грузозахватные устройства с безрычажным
электромагнитным приводом (рис. 28, г) имеет грузоподъемность 20 т.
Штырь
постоянно замкнут пружиной.
Для его
оттягивания используется непосредственно электромагнит, питаемый
переменным или
постоянным током.
Разработаны
конструкции штырьево-строповых грузозахватных устройств с управлением
при помощи
тормозных электромагнитов. Основное отличие их от рассмотренных
заключается в
том, что при помощи грузозахватных устройств можно лучше направлять
штырь,
удлинив опорную втулку. Такие грузозахватные устройства предназначены
для
подъема, перемещения и монтажа металлических, сборных железобетонных
конструкций массой до 16 т. В качестве привода для втягивания штыря
применены
электромагниты типа МИС, работающие на переменном токе напряжением 127
В.
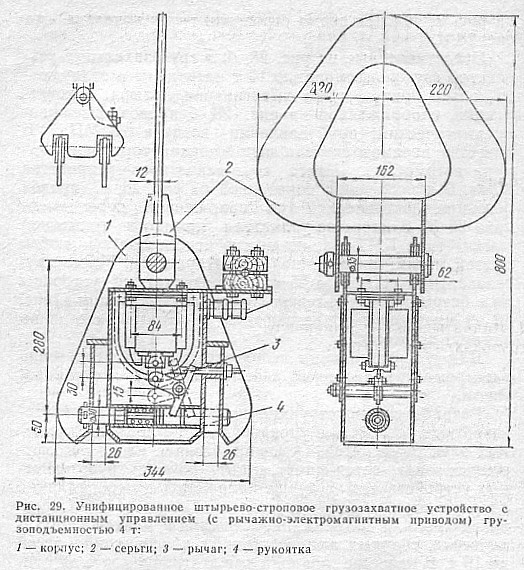
Грузозахватные
устройства (рис. 29) состоят из корпуса, серьги, магнитного привода,
рычага,
рукоятки, запорного штыря, электрооснастки и одноветвевого стропа с
коушами.
Корпус — это сварная конструкция из листовой стали. Запорный
штырь состоит из
штыря, цилиндра и пружины.
При
застройке груза стропом охватывается нужный элемент конструкции, и
свободный конец
стропа надевается на выдвижную часть штыря. В открытом состоянии штырь
удерживается магнитом, в закрытом — пружиной.
Расстроповка
конструкции осуществляется подвижным штырем механически при помощи
магнитного
привода посредством кнопочного управления из кабины крана или вручную
рукояткой.
Все
штырьево-строповые грузозахватные устройства с пневматическим и
электромагнитным приводами управляются дистанционно крановщиком из
кабины
крана. Для предотвращения случайного включения в цепи катушки
магнитного пускателя
последовательно с кнопкой установлен выключатель, который необходимо
включать
непосредственно перед нажатием кнопки и после рас-строповки снова
отключать.
Третья жила питающего кабеля предназначена для заземления. Один конец
ее должен
быть подключен к корпусу грузозахватного устройства, другой —
к металлическим
конструкциям крана.
При
применении траверсы с двумя грузозахватными устройствами на ней
устанавливают
клеммный ящик, к которому присоединяют кабель от обоих устройств.
Контрольные
вопросы
1.
Как устроено
дистанционное управление крюками стропа? 2. Какие виды строповых
захватов имеют
дистанционное управление?
Глава
V
СПЕЦИАЛИЗИРОВАННЫЕ
ГРУЗОЗАХВАТНЫЕ
УСТРОЙСТВА, МАНИПУЛЯТОРЫ И РОБОТЫ ДЛЯ ПОГРУЗОЧНО-РАЗГРУЗОЧНЫХ РАБОТ
1. Лапчатые
поддерживающие
грузозахватные устройства
Рабочие
органы лапчатых (вилочных) грузозахватных устройств располагают
непосредственно
под грузом или они проходят в монтажные петли, отверстия груза или
поддона, на
котором лежит груз (рис. 30).
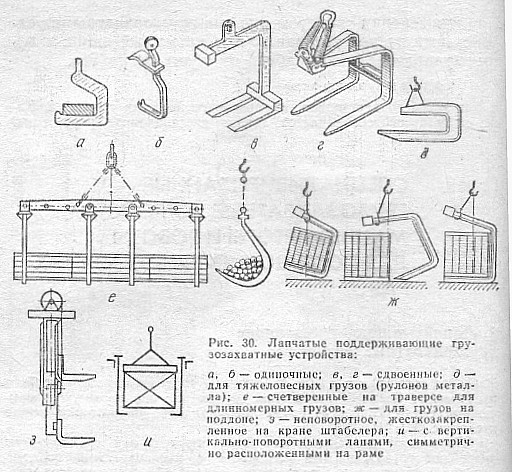
По
способу
подведения лап (вил) под груз или его элементы различают грузозахватные
устройства с неповоротными, горизонтально и вертикально-поворотными
лапами. Применяют
грузозахватные устройства, в которых лапы выполнены в виде коромысла
поворотными как вокруг вертикальной, так и горизонтальной оси. Лапчатые
поддерживающие грузозахватные устройства в зависимости от назначения
могут
иметь различное конструктивное исполнение, они приспособлены для
подхвата
грузов, лежащих на подкладках, в зазор между которыми заводят лапы
настолько,
чтобы центр тяжести груза находился на одной вертикали с точкой подвеса
и
предотвращалось самопроизвольное спадание груза с лап. Кроме того, их
можно
использовать для подхвата грузов, имеющих полости. В первом случае
грузозахватные устройства выполняют сдвоенными или с большим числом лап
при
работе с длиномерными грузами, при этом лапы укрепляют на траверсе.
Целесообразно точку подвеса лап размещать так, чтобы не нагруженная
лапа имела
наклон вперед к свободному концу для удобства заведения ее в паз груза
или между
подкладками и выведения из них, а нагруженная имела наклон назад в
сторону
спинки для обеспечения устойчивости положения груза на лапе.
Для
обеспечения горизонтального положения лап при заводке порожнего и
подъема
груженного грузозахватного устройства необходимо перемещать точку
подвеса так,
чтобы она оставалась всегда под центром тяжести грузозахватного
устройства. Для
уравновешивания грузозахватного устройства применяют различные
приспособления.
Дистанционное
управление подхватами и поддерживающими рабочими органами
осуществляется как
электромеханическими устройствами, так и при помощи гидравлических или
пневматических устройств.
Управление
крановым лапчатым грузозахватным устройством упрощается при наличии на
кране
двух механизмов подъема. В этом случае лапы прикрепляют шарнирно к
траверсе,
подвешиваемой на крюк основного механизма подъема, а их стенки
соединяют второй
легкой траверсой, которая управляется вторым, с меньшей
грузоподъемностью,
механизмом подъема.
Крановые
грузозахватные устройства с поворотными лапами (вилами) в вертикальной
плоскости предназначены в основном для перегрузки укрупненных пакетов
тарноштучных грузов на поддонах или пакетов длинномерных грузов, а
также
отдельных единиц груза. Широко распространены вилочные консольные
грузозахватные
устройства С-образной формы.
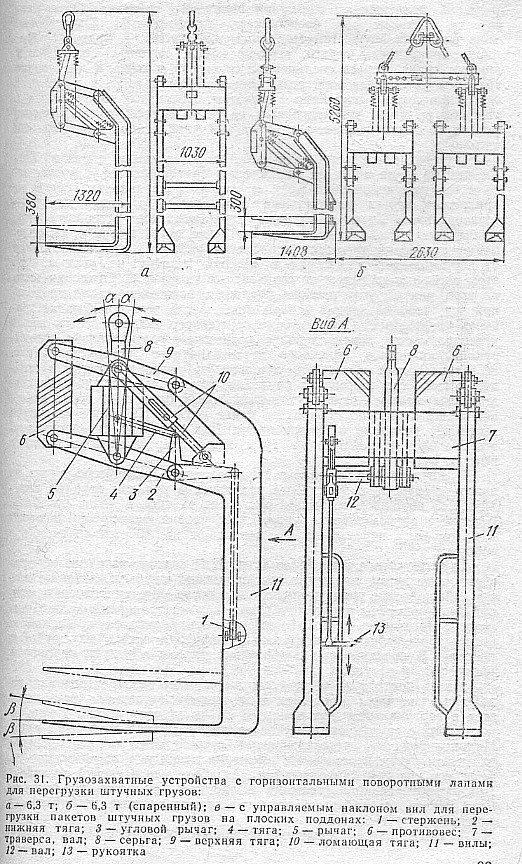
Помимо
необходимости самоуравновешивания важно обеспечить точность паводки
грузозахватного устройства под транспортируемый груз. На рис. 31
приведены
основные типы вилочных поворотных грузозахватных устройств, для штучных
грузов,
размещенных на поддонах. Крановое грузозахватное устройство с
управляемым
наклоном вил для перегрузки пакетов штучных грузов на плоских поддонах
состоит
из траверсы, соединенной с вилами тягами так, что вилы, тяги и траверса
образуют шарнирные параллелограммы. На концах тяг установлены
противовесы
каждой вилы. В подвешенном состоянии порожнего грузозахватного
устройства
подхваты вил расположены горизонтально. Ограничение хода вил вниз
осуществляется ломающей тягой. К траверсе шарнирно прикреплены серьги,
верхние
концы которых соединены с крюком крана. Серьга соединена с траверсой в
точке Б.
На опорах траверсы установлен вал, один конец которого жестко соединен
с
серьгой, а другой шарнирно с рычагом. Последний тягой связан с угловым
рычагом,
установленным на виле. Второй конец углового рычага соединен стержнем с
рукояткой управления, установленной на лапе.
Грузозахватное
устройство работает следующим образом. Когда оно без груза висит на
крюке, вилы
противовесами удерживаются в верхнем положении. Если к рукоятке
управления
усилие не приложено, серьга расположена вертикально, а подхваты вил
—
горизонтально. Краном опускают грузозахватное устройство так, чтобы
вилы
установились несколько выше пазов поддона, одновременно поворотом
рукоятки
управления рабочий отклоняет серьгу от вертикального положения в нужную
сторону
на угол а. При этом вилы отклоняются от горизонтали на угол р. Отклоняя
вилы на
угол, равный углу наклона поддона относительно своей продольной оси,
рабочий
вводит в пазы вилы, после чего освобождает рукоять управления. При
подъеме
груженного захвата серьга вновь устанавливается вертикально, а подхваты
—
горизонтально. Конструкция кранового вилочного грузозахватного
устройства (рис.
32, а) позволяет обеспечить уплотненную укладку пакетов в складах.
Устройство
состоит из двух вил, жестко закрепленных на соединенных между собой
двух
вертикальных балках. К горизонтальной балке шарнирно прикреплен канат и
тяга.
На серьге ширнирно закреплен балансир с противовесом. Для удобства
наведения
грузозахватного устройства на груз между вертикальными балками имеется
рукоятка.
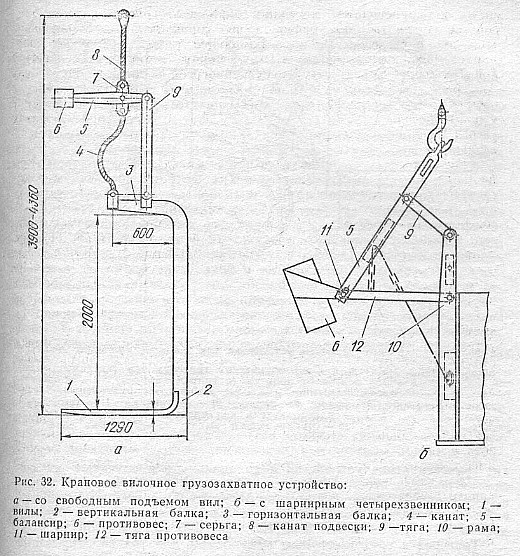
В
загруженном состоянии грузозахватное устройство висит на канате с
серьгой, а
противовес находится в крайнем верхнем положении. В порожнем состоянии
оно
висит на тяге, а канат ослаблен. Порожнее грузозахватное устройство
уравновешено противовесом и может быть перемещено по вертикали на 400
мм
усилием рук рабочего.
Грузозахватное
устройство (рис. 32,6) состоит из рамы, которая образована двумя парами
полос,
связанных трубами, а также листом, образующим упорную стенку для груза.
Между
полосами каждой пары уложены прокладки. Снизу к раме приварены вилы.
Рама
связана тягами с другой рамой, сваренной аналогично первой из полос,
разделенных прокладками и попарно связанных трубой и полосой. В
совокупности
обе рамы с тягами образуют шарнир с противовесом на конце.
Масса
контргруза и размеры шарнирного четырехзвенника подобраны так, что в
порожнем и
груженном состояниях рама остается в вертикальном положении. В обоих
случаях
общий центр тяжести вил с грузом оказывается на линии, проходящей через
крюк.
Манипулирование грузозахватными устройствами в вертикальной плоскости
путем
простого его смещения вверх и вниз позволяет завести его под груз,
находящийся
в штабеле или в ячейке стеллажа. Для предотвращения смещения и
расстроповки
слоев перегружаемого пакета разработаны лапчатые грузозахватные
устройства с
прижимным устройством.
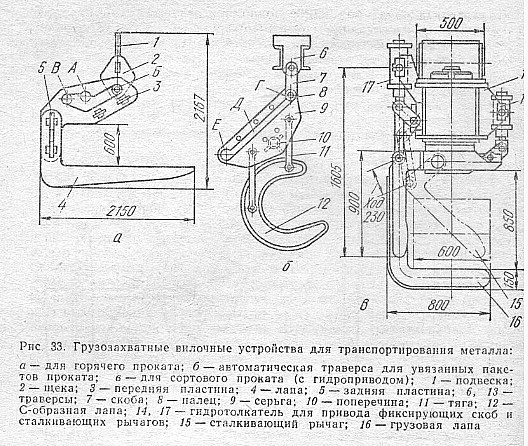
Грузозахватное
устройство, изображенное на рис. 33, а, используют для
транспортирования и
складирования горячих болванок, в частности для перевозки блюмов. Оно
состоит
из подвески, двух щек, передней и задней пластин и двух лап.
Грузозахватное
устройство работает следующим образом. Краном его подвозят к
холодильнику
(оборудованию прокатных цехов, на котором охлаждается металл после
прокатки) с
блюмами, при этом ось подвески находится в положении А, обеспечивающим
равновесие грузозахватного устройства без груза (внутренняя поверхность
лап
параллельна полу). Введя лапы в проемы между стойками холодильника,
поднимают
ими пачку блюмов. Одновременно с этим при опускании грузозахватного
устройства
ось подвески краном переводят в положение Б, обеспечивающее равновесие
грузозахватного устройства с грузом. Затем краном поднимают груз и
подводят его
к штабелю. Грузозахватное устройство опускают на верхний ряд блюмов и
ось
подвески с помощью крана заводят в положение В, обеспечивающее наклон
грузозахватного устройства за счет смещения его центра тяжести от
положения
равновесия. Блюмы начинают скатываться по наклонной плоскости на
штабель, а
кран постепенно отъезжает назад по мере разгрузки блюмов. Закончив
разгрузку,
краном подводят грузозахватное устройство к холодильнику и опускают его
рядом
на пол для перемещения оси подвески в положении А, а затем в положении
Б. Далее
процесс повторяется. При помощи грузозахватного устройства можно
перевозить
одновременно 4—6 блюмов длиной 3—5,5 м, сечением 320?320?350?360 мм
и массой
до 13 т.
Траверса
с
грузозахватным механизмом для транспортирования и погрузки пакетов
проката
массой до 8 т, длиной 5—7 м показана на рис. 33, б. К
траверсе скобой шарнирно
прикреплены две серьги, соединенные между собой поперечиной. Каждая
серьга
имеет прорезь Л с концевыми отверстиями Г и Я, в которой перемещается
палец
скобы. К серьгам с помощью тяг шарнирно подвешены С-образные лапы.
Траверсу
навешивают на крюк крана. Для захвата связки металла устройство
опускают до
упора лап. В это время палец скобы размещен в гнезде £,
которое располагается
выше гнезда Г, а лапы в связи с этим опрокинуты. При дальнейшем
опускании
траверсы палец, опускаясь по прорези Д, переходит из отверстия Е в
отверстие Г.
Затем траверса поднимается, серьги разворачиваются. Лапы в это время
заходят
под связку металла и подхватывают его. Груз поднимают и транспортируют.
Разгрузку осуществляют в обратном порядке.
Грузозахватные
устройства для сортового проката (рис.33, б) можно использовать для
транспортирования сортового металла в пакетах прямоугольной и круглой
формы.
Оно состоит из траверсы, грузовых лап, фиксирующих скоб (на рисунке не
показаны),
сталкивающих рычагов, гидротолкателя для привода сталкивающих рычагов.
Для
захвата груза под пакет подводят грузовые скобы и для предотвращения
скатывания
груза фиксирующие скобы поворачивают на угол 5°. В таком
положении
грузозахватное устройство остается на весь период транспортирования
груза.
При
разгрузке пакета фиксирующие скобы опускаются и рычаги сталкивают пакет
с
грузовых скоб. При помощи грузозахватного устройства можно
транспортировать
пакеты массой до 10 т, длиной более 4 м.
Грузозахватные
устройства с вертикально-поворотными лапами используют обычно для
оперирования
с пакетированными грузами, уложенными на подставки. Широко применяют
для
перемещения пакетов металла и других грузов грузозахватные устройства с
автоматическим поворотом лап коническими передачами при подъеме.
Автоматическое
грузозахватное устройство портального типа ЗП-2 для пакетированных
материалов
(рис. 34, а) в качестве рабочего органа имеет четыре
вертикально-поворотных
вилочных подхвата. Оно содержит раму, траверсу, к которой прикреплен
ползун,
механизм фиксации со стойкой и четыре тяги, шарнирно соединенные с
четырьмя
рычагами горизонтальных валов. На последних закреплены конические
зубчатые
шестерни, входящие в зацепление с шестернями, расположенными на верхних
концах
вертикальных штанг. К ползуну прикреплен упор, а к стойке —
звездочка, которые,
взаимодействуя между собой, периодически сцепляют траверсу с рамой.
Когда
траверса сцеплена, с рамой, вилочные подхваты располагают параллельно
оси
пакета материалов так, чтобы они не мешали опусканию грузозахватных
устройств
на пакет. После упора рамы в верх пакета траверса с ползуном опускается
до тех
пор, пока упор ползуна не повернет звездочку. При подъеме
грузозахватного
устройства звездочка занимает положение, при котором ползун и стойка
расцепляются. Траверса поднимается, увлекая за собой тяги и связанные с
ними
рычаги. Последние через коническую передачу поворачивают вертикальные
валы на
90°, и подхваты оказываются под пакетом. При опускании пакета
па подкладки
траверса с ползуном приближается к раме до тех пор, пока упор ползуна
не
коснется звездочки. Затем тяги, опускаясь, поворачивают рычаги и
связанные с
ними через зубчатую передачу вертикальные валы с подхватами в исходное
положение. Теперь при подъеме звездочка поворачивается так, что ползун
сцепляется со стойкой, и грузозахватное устройство освобождается от
груза.
Применяется аналогичное же устройство ЗВ-З, снабженное механизмом для
прижима
груза.
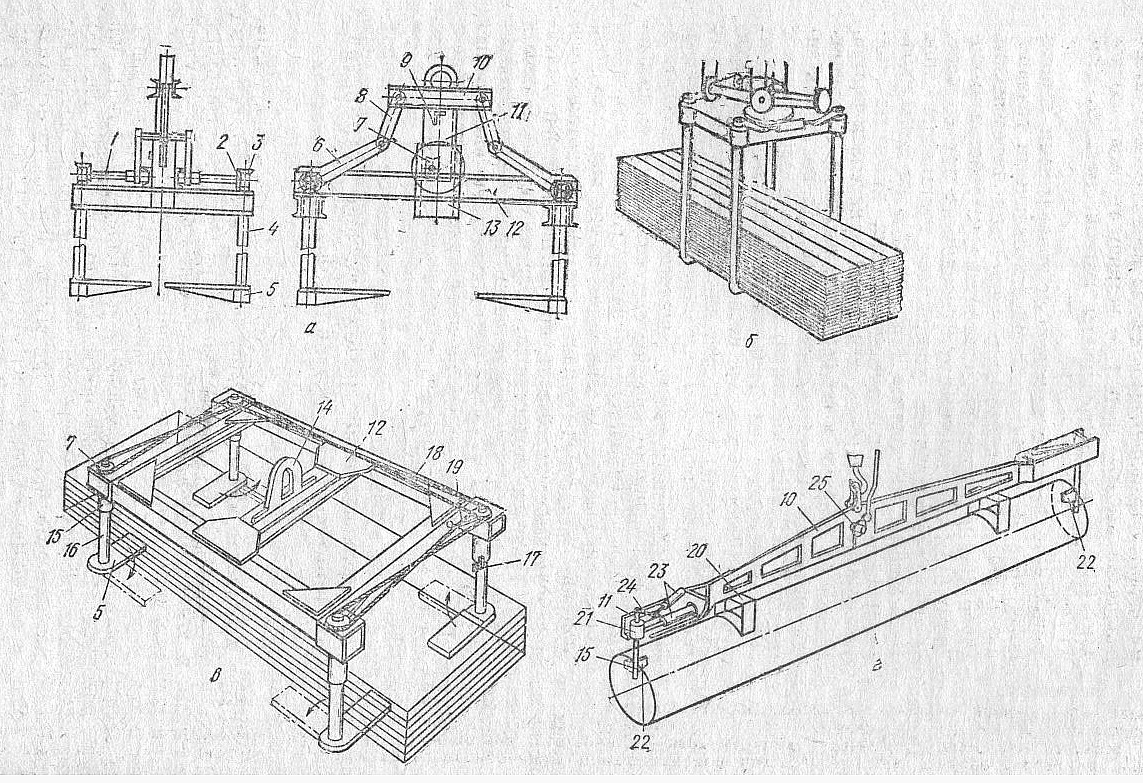
Рис.
34.
Грузозахватное
устройство с вертикально-поворотными:
а —
автоматическое: б приводное; в — для
транспортирования плит различной высоты; г
- для транспортирования труб большого диаметра; 1
— горизонтальный вал; 2, 3
конические шестерни; 4 —
вертикальная штанга; 5—вилочный
подхват; 6 — рычаг; 7 —звездочка; 8
— тяга; 9 —
упор: 10 — траверса; 11 — ползун; 12
— рама: 13, 15
— стойки; 14 - скобя; 16
— телескопическая
штанга; 17 — ограничитель
поворота; 18
— цепь: 19 —
рукоятка; 20 —
горизонтальная опора; 21
— направляющая; 22
— лапа; 23 —
гидротолкатель; 24 —
кривошип; 25 — насосная
установка
Другое
исполнение имеет грузозахватное устройство (рис. 34, б) в виде
подвешиваемой на
кране квадратной или прямоугольной траверсы, в углах которой размещены
поворотные лапы с хвостовыми концами, выполненными в виде цапф,
вращающихся в
подшипниках, укрепленных в траверсе. Привод лап групповой от одного
электродвигателя, чтобы обеспечить синхронность их вращения. Для
поворота лап
можно применять также гидравлические или пневматические толкатели.
Благодаря
малому углу поворота целесообразно использовать поворотно-лопастные
гидротолкатели.
Насос и
все
гидрооборудование обычно размещают на траверсе с приводом насоса от
электродвигателя, чтобы траверса была связана с кабиной только
электроприводами. При крайних положениях лап (закрытом, открытом) в
кабине
крановщика должен зажигаться световой сигнал. Не нагруженные лапы
должны
вращаться свободно, что предопределяет небольшую мощность приводного
двигателя.
Одной
из
разновидностей грузозахватного устройства с вертикально-поворотными
лапами,
обеспечивающими захват и транспортирование пакетов штучных грузов
различной
высоты, является устройство для пакетов плит (рис. 34, в) с ручным
приводом
поворота лап. Оно состоит из прямоугольной рамы со скобой для
навешивания на
подъемный механизм и полых стоек с поворотными захватными органами.
Последние
вмонтированы в стойки с возможностью поворота относительно вертикальных
осей
телескопических штанг, снабженных в нижних частях подхватными лапами.
Верхние
части штанг связаны между собой общим цепным приводом. На стойках
закреплены под
углом 90° друг
относительно друга ограничители поворота валов.
Привод
состоит из установленных на каждой штанге звездочек, охваченных
перекрестно
цепью. Последняя перемещается рукояткой; закрепленной на одной из штанг.
Грузозахватное
устройство с вертикально поворотными лапами для транспортирования
тяжелых труб
большого диаметра (рис. 34, г) выполнено в виде навешиваемой на крюк
крана
траверсы, оборудованной горизонтальными опорами, которыми
грузозахватное
устройство опирается на трубу. На торцах траверсы размещаются подвижные
в
направляющих, ползуны, в которых вращаются вертикальные поворотные
стойки с
лапами. Ползун перемещается штоком гидротолкателя, а стойка вращается
при
помощи кривошипа гидротолкателем. Перемещение ползуна обеспечивает
возможность
оперирования с трубами различными по длине. Насосная установка, включая
золотники с электромагнитным приводом, размещается в центре траверсы и
связана
с кабиной крана только электропроводами.
2. Коромысловые
грузозахватные устройства
и спрейдеры для контейнеров
Коромысловые
грузозахватные
устройства применяют
для транспортирования грузов, имеющих сквозные отверстия, под которые
можно
разместить поворотный вокруг вертикальной или горизонтальной осей
несущий
элемент — коромысло, воспринимающий массу груза.
Простейшее
коромысловое грузозахватное устройство состоит из коромысла,
подвешенного на
канате или цепи к крюку грузоподъемного механизма (см. рис. 13). Его
грузоподъемность может составлять от нескольких килограммов до 60 т.
При выборе
коромысел необходимо учитывать, что размер Л (см. рис. 13, о) был
больше
размера Д на 10—20 мм. Если отверстие, в которое вставляют
коромысло, будет
больше плеча А, то коромысло выскочит из отверстия и груз сорвется со
стропа.
Наименьший диаметр отверстия детали, необходимый для заводки,
разворачивания и
вытаскивания коромысла рукой, должен быть не менее 120—130
мм. Если отверстие в
детали мало или коромысло тяжелое и при заводке может защемить руку, то
применяют тросик для разворота коромысла снаружи (см. рис. 13,6).
Коромыслоные грузозахватные устройства применяют для транспортирования и монтажа тонкостенных плит перекрытий и т. п.
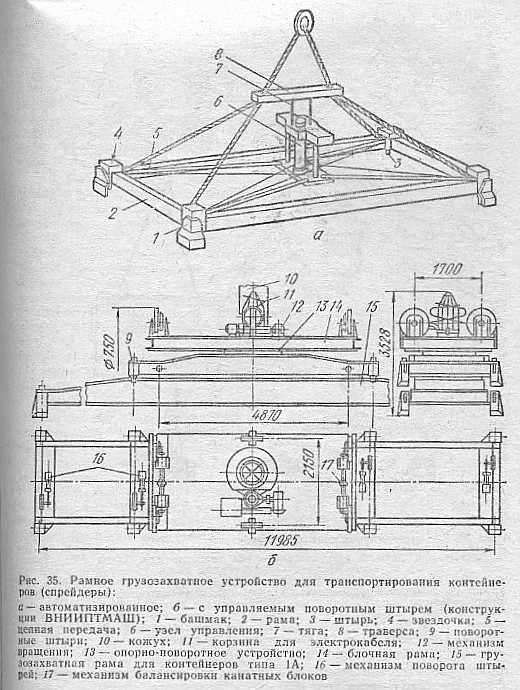
Рамные
грузозахватные устройства (спредеры) могут быть универсальными,
приспособленными для захвата контейнеров одного и нескольких
типоразмеров (рис.
35). В этом случае их раму выполняют телескопически раздвижной или с
дополнительной навесной рамой. Она оборудована устройством (траверсой,
блоками,
стропами) для навешивания ее на крюк, а по углам —
управляемыми поворотными
штырями, вводимыми в верхние отверстия фитингов. Управление поворотом
штырей
может быть ручным и приводным. Для удобства работы рама снабжена
направляющими
башмаками, охватывающими контейнер при посадке на него грузозахватного
устройства. Рамные грузозахватные устройства могут быть оборудованы
также
устройствами, обеспечивающими их наклон па угол до 10° при
необходимости
захвата наклонно стоящего контейнера. Так как контейнеры могут быть
загружены
неразномерно, центр тяжести их смещается, поэтому в некоторых
конструкциях
грузозахватных устройств предусмотрена возможность продольного смещения
их
подвеса к крюку крана до 1,2 м (для контейнеров типа 1А и 1С).
Наиболее
ответственными элементами рамного грузозахватного устройства являются
штыри.
Механизмы их поворота снабжают контрольными устройствами,
предотвращающими
подъем контейнера, если какой-либо из них не повернулся и не занял
рабочего
положения.
Рамные
грузозахватные устройства состоят из так называемой блочной рамы
прямоугольной
формы, в углах которой находятся канатные блоки, сгибаемые канатом. При
помощи
последнего рама подвешена к козловому контейнерному крану. Для
предотвращения
перекашивания и раскачивания контейнера в диагональном направлении
канатные
блоки сблокированы между собой при помощи конических зубчатых передач.
Под
блочной рамой размещено опорно-поворотное устройство (ОПУ) кранового
типа,
приводимое во вращение механизмом, состоящим из индивидуального привода
(электродвигателя, двухпарного зубчатого редуктора и конической
зубчатой передачи).
К внутреннему кольцу ОПУ подвешена прямоугольная грузозахватная рама
для
контейнера типа 1С, несущая по углам поворотные штыри,
взаимодействующие с
фитингами контейнера. Поворот штыря осуществляется специальными
механизмами,
расположенными по коротким сторонам грузозахватной рамы и выполненными
в виде
пары винт-гайка, где винт непосредственно связан с валом приводного
механизма,
а гайка перемещается и воздействует на продольно подвижный в
направляющих
стержень, поворачивающий кривошипы стержней (штырей).
Управление
электродвигателями приводов ОПУ и штырей осуществляют из кабины крана
через
гибкий кабель, укладываемый в спиральный желоб, укрепленный на боковой
поверхности решетчатой конструкции, так называемой корзинки,
размещенной в
центре устройства. Винтовая передача является изнашиваемым узлом этой
системы,
ввиду вращения винта с большой частотой. Для увеличения срока службы
этого узла
можно винт заменить гидротолкателем с индивидуальной насосной
установкой. Такая
конструкция разработана в системе МПС.
3. Зажимные
грузозахватные устройства
Зажимные
грузозахватные
устройства в
зависимости от конструктивного исполнения захватных органов могут
удерживать
грузы различной геометрической формы. В зависимости от способа захвата
и
удерживания груза их разделяют на опорно-зажимные и фрикционно-зажимные
(рис.
36)
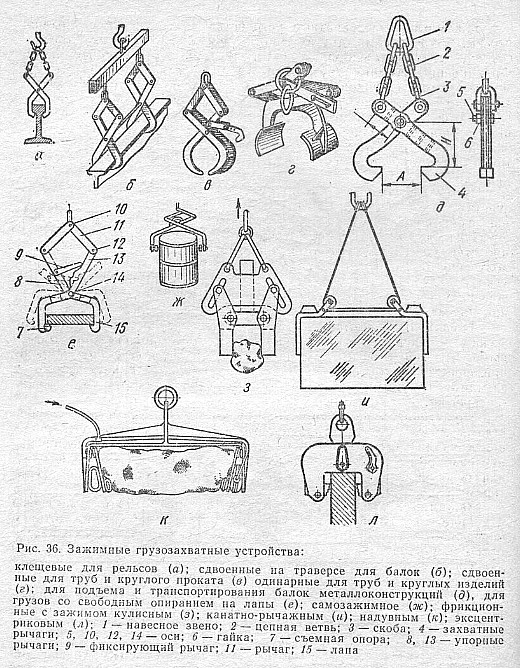
Опорно-зажимные
грузозахватные устройства выполняют как клещевые рычажные системы,
свободные
концы рычагов охватывают груз или его элементы.
Во
фрикционно-зажимных грузозахватных устройствах груз удерживается силой
трения,
возникающей от его сжатия или распора прижимными подвижными элементами.
Наибольшее распространение получили рычажно-клещевые, рычажно-канатные,
эксцентриковые, клиновые (цанговые), а также комбинированные
грузозахватные
устройства, сочетающие в себе элементы различных типов грузозахватных
устройств.
Зажимные
грузозахватные устройства по сравнению с механическими устройствами
других
типов в наибольшей степени приспособлены для механизации и
автоматизации
перегрузочных работ. Фрикционно-зажимные грузозахватные устройства
выполняют
самозажимными и приводными. В первых усилия зажатия создаются за счет
сил
тяжести груза и грузозахватных устройств, которые передаются на
зажимные органы
при помощи рычажных, натяжных, распорных, клиновых и гидравлических
(безнасосных) и других передаточных устройств. Во вторых усилия
создаются при
помощи электромеханического, гидравлического или пневматического
приводов.
Схемы
рычажных самозажимных грузозахватных устройств (систем) могут быть
различными.
Важную роль при конструировании фрикционно-зажимных грузозахватных
устройств
имеет выбор оптимального передаточного отношения. В одних случаях
получение
требуемого передаточного отношения зависит от необходимости получения
большого
хода зажимных органов, в других — больших усилий для обжатия
груза. Схемы и
оптимальные передаточные отношения рычажных и других передач выбирают в
каждом
конкретном случае, в том числе с учетом требований техники безопасности.
Фрикционно-зажимные
грузозахватные устройства с гидравлическим и пневматическим приводом
иногда
выполняют без рычажными, что значительно облегчает их и удешевляет, они
широко
применяются при оперировании с грузами прямоугольной формы и гладкими
боковыми
поверхностями: балками, перемычками, блоками, прогонами, трубами и др.
Управление
приводными зажимными грузозахватными устройствами может быть
дистанционным, оно
пригодно для оперирования грузами, имеющими широкий диапазон размеров.
Регулирование размером зева для определенного груза, так же как захват
его или
освобождение, может осуществляться непосредственно оператором крана.
Зажимные
грузозахватные устройства могут быть выполнены и в виде эластичной
емкости
(колец, труб и т.п.), форма которой определяется типом груза.
Управляемое
усилие сжатия создается путем надувания емкости, расположенной внутри
или
снаружи груза. Когда надутые пневматическим или гидравлическим способом
емкости
расширяются, их закрепляют на грузе.
Клещевые
грузозахватные устройства выполняют как рычажные системы в виде ножниц,
рычаги
которых имеют свободные концы, охватывающие какой-либо выступающий
элемент
груза, например, полку балки, головку рельса и т. п.
Для
захвата
и транспортирования длинномерных грузов несколько грузозахватных
устройств
монтируют на траверсе. Для удержания грузозахватных устройств в
раскрытом
положении применяют защелки, связывающие рычаги грузозахватных
устройств между
собой и управляемые вручную или автоматически, самовыключающиеся при
упоре
грузозахватного устройства в груз. Фиксирующее устройство
полуавтоматических устройств,
шарнирно связанного с одной из захватных лап и упора, расположенного с
внутренней стороны другой лапы, обеспечивает свободный съем и заводку
грузозахватного устройства перед подъемом изделия без участия
стропальщика.
Клещевое
грузозахватное устройство широко применяют для перегрузки и
транспортирования
труб. Оно состоит из корпуса, двух рычагов и двухветвевого стропа.
Грузозахватное устройство снабжают защелкой, которая автоматически
фиксирует
его в открытом состоянии и обеспечивает раскрытие рычагов при опускании
трубы
на опоры. Для захвата труб разного диаметра имеются сменные колодки.
Параметры
грузозахватных устройств типа КЗ приведены ниже:
|
Марка |
Диаметр |
Грузо |
Мас |
Марка |
Диаметр |
Грузо |
Мас |
|
|
трубы,
мм |
подъем |
са,
кг |
|
трубы,
мм |
подъем |
са,
кг |
|
|
|
ность,
т |
|
|
|
ность,
т |
|
|
К-П1 |
89—114 |
0,75 |
7 |
КЗ-12 |
12Г0 |
15,0 |
806 |
|
КЗ-161 |
114—168 |
1,0 |
11 |
21С* |
|
|
|
|
КЗ-2 |
219 |
2,0 |
20 |
КЗ-14 |
1420 |
23,0 |
926 |
|
КЗ-З |
325 |
3,0 |
38 |
21С* |
|
|
|
|
КЗ-5 |
529 |
3,7 |
108,4 |
КЗ-8 |
820 |
6,5 |
313 |
|
КЗ-7 |
720 |
5,0 |
214 |
КЗ-10 |
1020 |
12,0 |
488 |
*
Северное
исполнение.
Автоматизированные
рычажные фрикционные самозажимные грузозахватные устройства выполняют в
виде
рычажных систем, рычаги которых несут на свободных концах захватные
органы,
например шарнирно-прикрепленные башмаки, которыми зажимается груз,
удерживаемый
в грузозахватном устройстве силой трения. Грузозахватные устройства
этого типа
применяют для оперирования с грузами прямоугольной и цилиндрической
форм
(блоками, болванками, ящиками, рулонами и др.). Груз зажимается как
путем
стягивания хвостовых плеч рычагов, так и путем распора их хвостовых
плеч (рис.
37).
Для
обеспечения свободной посадки грузозахватных устройств на груз
используют
приспособление, удерживающее его в раскрытом состоянии и выполненное в
виде
пружин, размыкающих грузозахватные устройства, или управляемое
сцепляющее
приспособление в виде рычагов с защелками.
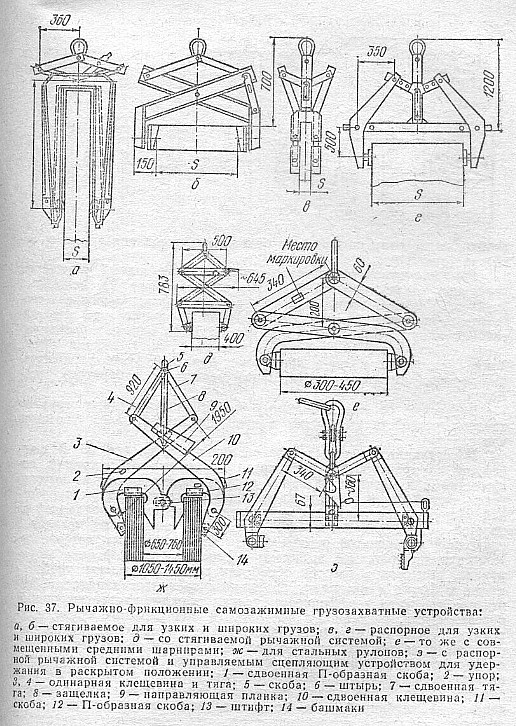
Грузозахватное
устройство, приведенное на рис. 37, снабжено приспособлением для
автоматического съема груза и предназначено для перегрузки рулонов
листовой
стали и т.д. Оно имеет сдвоенную клещевину, шарнирно соединенную с
одинарной
П-образной скобой, одинарной клещевиной и также сдвоенной П-образной
скобой.
Обе скобы связаны между собой штифтом и могут незначительно смещаться
по
имеющемуся пазу. К верхним концам клещевин шарнирно прикреплены
сдвоенная и
одинарная тяги, которые соединены со скобой штырем. На штыре свободно
подвешена
защелка, колебания которой ограничиваются направляющей планкой. К
нижним концам
клещевин шарнирно подвешены башмаки, скобы и упоры, которые
ограничивают перемещение
П-образных скоб при подъеме порожнего грузозахватного устройства.
Скобой
грузозахватное устройство навешивают на крюк крана. При этом
маятниковая
защелка прижимается к штифту и между П-образными скобами и башмаками
создается
зазор, необходимый для установки грузозахватного устройства на рулон.
При
дальнейшем опускании крюка крана верхняя часть грузозахватного
устройства
опускается и защелка прутком выводится из зацепления со штифтом. Затем
поднимается рулон, который прочно зажат между П-образными скобами и
башмаками.
Для освобождения груза верхнюю часть грузозахватных устройств опускают
до тех
пор, пока зев маятниковой защелки не окажется ниже штифта. При
повторном
подъеме груза зев защелки автоматически упирается в штифт, клещевины и
скобы
остаются разжатыми.
В
рычажных
фрикционных самозажимных грузозахватных устройствах захватные органы
сжимают
боковую поверхность груза и удерживают его силой трения. Зажимное
устройство
обеспечивает необходимую силу сжатия для надежного удержания груза в
захватах
(рис. 38).
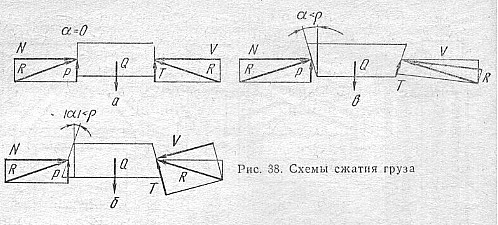
Рычажно-канатные
самозажимные грузозахватные устройства содержат канат, огибающий блоки,
установленные па зажимных рычагах. Наличие горизонтальной ветви каната
(затяжки) способствует повышению силы сжатия груза. Использование для
стягивания канатного полиспаста, ветви которого огибают блоки рычагов,
обеспечивает значительное увеличение силы сжатия груза. Такие
устройства широко
применяют при перегрузке тарноштучных грузов, имеющих значительный
диапазон .
габаритных размеров.
Захватные
органы (прижимы) фрикционно-зажимных грузозахватных устройств выполняют
в виде
прижимных лап, башмаков или пластин.
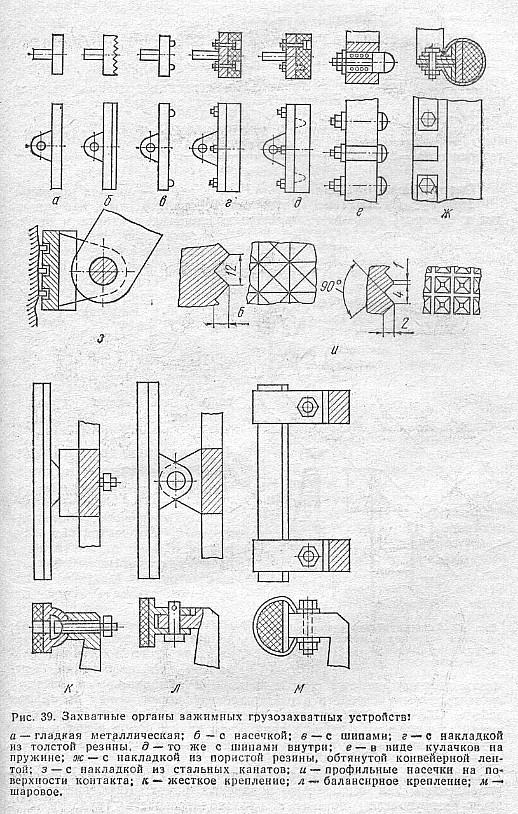
Конструкции
захватных органов приведены на рис. 39. В зависимости от
транспортируемого
груза их выполняют жесткими, полужесткими и мягкими. Жесткие прижимы
изготовляют из высокоуглеродистой стали с шипами, насечкой и гладкие с
термообработкой. Полужесткие прижимы выполняют из металла с накладкой
из
толстой резины или конвейерной ленты, а мягкие — из металла с
накладкой из
пористой резины и других аналогичных материалов. Конструкцию прижимов
выбирают
в зависимости от формы, конструкции, размеров и способа обработки
груза.
Основными требованиями к форме и материалу прижимных элементов являются
обеспечение высокого коэффициента трения между контактирующими,
поверхностями,
сохранности поверхности поднимаемого груза, длительного срока службы и
не
повреждаемости поверхности прижима, особенно если она выполнена с
насечкой. С
этой целью рекомендуется насечки прижимов для транспортирования твердых
материалов выполнять заостренными несимметричного профиля с передним
углом
заточки около 5°, из низкоуглеродистой стали 15 или 15Х с
цементацией на
глубину 0,8 мм. Возможна также поверхностная либо объемная закалка с
последующим низкотемпературным отпуском в случае применения стали марок
45 или
45Х.
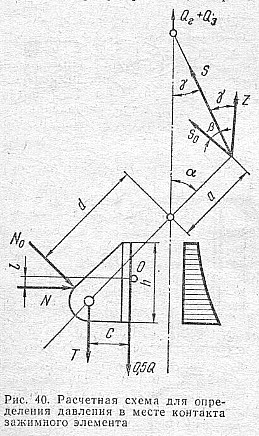
Фрикционные
резиновые накладки с высоким коэффициентом трения нельзя применять при
твердых
и других аналогичных грузах. Более целесообразно использовать накладки
в виде
стальных канатов, расположенных нормально к направлению силы тяжести
груза.
Давление в месте контакта прижимного элемента с грузом принимают
изменяющимся
по линейному закону по высоте и равномерно по ширине. Силы давления
груза на шарнирный
прижим (рис. 40) (сила N и N0 приложены в центре прижима) определяют из
соотношений:
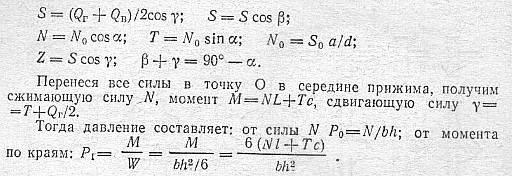
Окончательно
по кромкам  , где &
— ширина прижима. При
, где &
— ширина прижима. При  давление
Р становится
отрицательным, что приводит к повороту прижима, сокращению площади
контакта и
резкому увеличению давления. Такое положение будет иметь место при Р1 = Р0, т. е. при
/>>/r/6tga. Чтобы
давление было равномерным, т. е. Рi = 0, необходимы выполнения условия
Р, = 6(N ? +
7с)/(М2)=0 или N ? =—Тс.
давление
Р становится
отрицательным, что приводит к повороту прижима, сокращению площади
контакта и
резкому увеличению давления. Такое положение будет иметь место при Р1 = Р0, т. е. при
/>>/r/6tga. Чтобы
давление было равномерным, т. е. Рi = 0, необходимы выполнения условия
Р, = 6(N ? +
7с)/(М2)=0 или N ? =—Тс.
Так как
T=N tg a, N
? = N tg ас,
следовательно, ? — с tg а, т.
е. шарнир не следует располагать выше середины прижима.
4. Зажимные
грузозахватные устройства
с автоматическим управлением
Автоматизация
работы зажимных грузозахватных устройств обычно осуществляется путем
фиксирования их захватных устройств (органов) в положениях захвата
груза, его
перемещения, освобождения груза и перемещения грузозахватного
устройства без
груза. Для этого применяют различные приспособления, элементы которых
связаны с
подвижными и неподвижными частями грузозахватных устройств и
взаимодействующими
между собой при работе. Обычно автоматический захват и освобождение
груза
осуществляют последовательным движением крюка крана вверх и вниз, Даже
при
небольшом навыке крановщик легко осваивает эти операции.
Применяемые
грузозахватные устройства с автоматическим управлением для выполнения
различных
работ (особенно погрузочно-разгрузочных) повышает производительность
труда и
способствует улучшению условий безопасности производства работ, так как
не
требуется непосредственного участия человека при обработке грузов. Если
не надо
ориентировать груз в пространстве, то отпадает необходимость в
дополнительном
обслуживающем персонале. Оператор грузоподъемной машины один
осуществляет
операции по перегрузке грузов.
Одним
из
преимуществ грузозахватных устройств с автоматическим управлением
является
возможность использования большинства из них непосредственно на крюке и
без
подвода энергии, что помимо автоматизации операций застропки и
отстропки грузов
обеспечивает быструю их замену без перепасовки канатов грузоподъемного
полиспаста. Однако большое разнообразие грузовых единиц, различие
формы,
размеров и других параметров создают некоторые трудности для серийного
изготовления грузозахватных устройств с автоматическим управлением и
лишают их
универсальности.
Захватывающие
и зажимные элементы простого исполнения грузозахватных устройств с
автоматическим управлением соответствуют размеру груза. При малых
зазорах между
захватывающими элементами захват груза без участия такелажника
усложняется и
удлиняется. При возрастании скоростей движения крана появляется
необходимость в
дополнительных устройствах, обеспечивающих точную наводку
грузозахватного
устройства на груз. Разработанные в последнее время различные
устройства для
устранения вышеуказанных недостатков значительно усложняют их
конструкции. Для
поддержания постоянной работоспособности и надежности они нуждаются в
более
тщательном обслуживании.
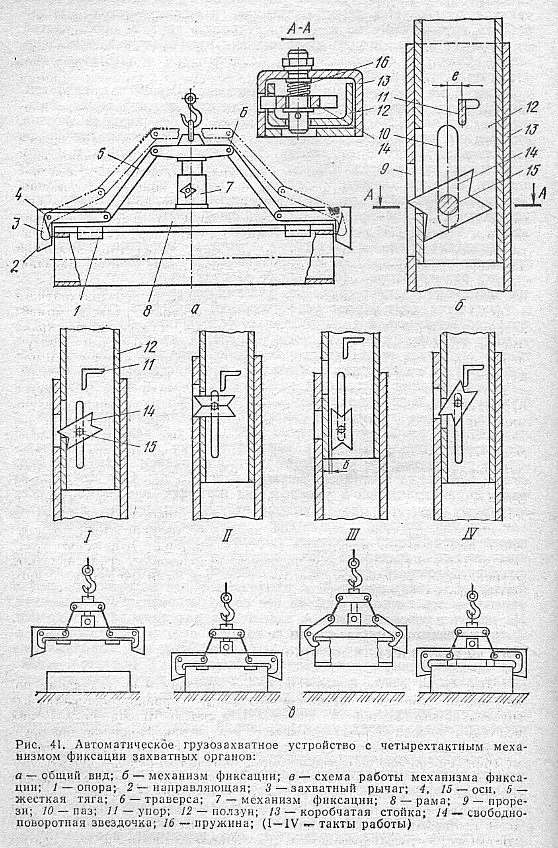
Наибольшее
применение имеют грузозахватные устройства с механизмом фиксации
захватных
органов, работающих по четырехтактному циклу. Широкое распространение
получило
автоматическое грузозахватное устройство с использованием механизма
фиксации
положения зажимных рычагов (рис. 41, а). Оно состоит из рамы с
направляющей и
опорами, на которых при помощи осей шарнирно смонтированы захватные
рычаги и
траверсы с серьгой, при помощи которой грузоподъемное устройство
подвешивают на
крюке крана. Плечи захватных рычагов шарнирно соединены жесткими тягами
с
траверсой. Рама соединена с траверсой механизмом фиксации, который
(рис. 41, б)
состоит из коробчатой стойки, являющейся направляющей, и входящего в
нее
ползуна. На стойке укреплена ось с насаженной на нее свободноповоротной
звездочкой. На ползуне укреплен упор и сделан паз для подвода в него
оси. В
прилегающих стенках стойки и ползуна против звездочки выполнены прорези
в виде
прямоугольных окон. Звездочка подпружинена для предотвращения от
свободного
поворота. Коробчатая стойка прикреплена к раме, а ползун — на
траверсе
грузозахватного устройства. Ось со звездочкой и упор присоединены
соответственно к стойке и ползуну с эксцентриситетом е, благодаря
которому
создается крутящий момент, поворачивающий звездочку в направлении
часовой
стрелки.
Работа
грузозахватного устройства и механизма фиксации характеризуется
четырехтактным
циклом, при каждом такте которого звездочка занимает строго
определенное положение
(рис. 41, в).
Такт
I.
Исходное положение. Звездочка
расклинена в прорези ползуна и препятствует перемещению стойки вместе с
рамой
вниз относительно ползуна с траверсой; она находится под нагрузкой от
силы
тяжести стойки и рамы. Захватные рычаги открыты. Жесткие тяги,
соединяющие
плечи захватных рычагов с траверсой, под нагрузкой не находятся.
Такт
II. Опускание
грузозахватного
устройства на груз. В момент посадки рамы на груз ее движение вниз
вместе со
стойкой, а следовательно, со звездочкой прекращается; крюк крана с
траверсой и
ползуном продолжает опускаться. Ползун, упираясь в удлиненную плоскость
звездочки, поворачивает ее. Нижняя кромка прорези ползуна, заклинившая
в такте
I звездочку, теперь не препятствует ее повороту, так как она опускается
при движении
ползуна вниз. Звездочка занимает горизонтальное положение.
Такт
III.
Захватывание груза на подъем. При
подъеме крюка траверса вместе с ползуном перемешается вверх,
поворачивая
звездочку нижней кромкой прорези ползуна. Одновременно жесткие тяги
поворачивают
захватные рычаги, рабочие концы которых производят захват груза. При
дальнейшем
подъеме происходит зажим груза, отрыв его от площадки и перемещение. В
таком
положении механизм фиксации полностью разгружен; нагрузка от силы
тяжести
груза, рамы и стойки передается через захватные рычаги на жесткие тяги
и далее
на траверсу и крюк крана. Звездочка занимает вертикальное положение.
Такт
IV.
Освобождение груза и приведение
грузозахватного устройства в исходное положение. При опускании груза в
момент
касания площадки рама со стойкой останавливается; крюк крана вместе с
траверсой
и ползуном продолжает опускаться. Ползун, перемещаясь вниз внутри
стойки,
упирается своим упором в вырез звездочки и поворачивает ее.
Одновременно
жесткие тяги поворачивают захватные рычаги, освобождая грузозахватное
устройство от груза. На рис. 41 показан момент полного опускания
ползуна вниз:
звездочка повернулась на оси и своим лучом вошла в прорези ползуна и
стойки.
Теперь при подъеме крюка ползун будет перемещаться вверх, коснется
нижней
кромкой своей прорези наклонной плоскости луча звездочки и повернет ее
до
расклинивания. В момент расклинивания произойдет отрыв захвата от груза
и его
дальнейший подъем. Грузозахватное устройство и механизм фиксации вновь
займут
положение такта I. Далее цикл повторяется.
Относительно
несложное конструктивное выполнение и возможность изготовления
механизма
фиксации в виде отдельного узла делает его универсальным и позволяет
использовать грузозахватное устройство в различных конструкциях; при
этом
последнее становится автоматическим.
5. Грузозахватные устройства для
металлических рулонов
Для
перегрузки стальной полосы в рулонах в вертикальном положении,
применяют
шарнирно-рычажные фрикционно-зажимные грузозахватные устройства
грузоподъемностью 10, 20, 35 т. В них использован специальный штоковый
затвор
для фиксирования органов в четырех положениях: порожнем, при взятии
рулонов,
подъеме-транспортировании рулона, освобождении. Грузозахватные
устройства
грузоподъемностью 10 т применяют для транспортирования одного рулона
массой до
9 т; 35 т — одного рулона массой до 34 т; 20 т —
одновременного подъема двух
одинаковых рулонов массой до 9 т. Грузозахватное устройство
грузоподъемностью
35 т используют при разгрузке рулонов с платформы в штабели, а
грузозахватные
устройства грузоподъемностью 10 п 20 т — при разгрузке
вагонов и платформы.
Грузозахватные
устройства с автоматическим управлением грузоподъемностью 10 т (рис.
42, а)
состоят из шарнирно-соединенных держателя, траверсы, серег, обоймы,
рычагов,
тяг, на общем шарнире которых расположена грузовая скоба. Для
обеспечения
четкой работы устройства в стесненных условиях при погрузке рулонов в
полувагоны рычаги выполнены с противовесами, а их поворот ограничен
упорами.
Поворот тяг ограничивается фиксатором. Верхним шарниром штоковый затвор
через
переходной кронштейн соединен с тягой, а его нижний шарнир закреплен па
защелке, взаимодействующей при работе грузозахватных устройств с осью.
В
исходном положении защелка упирается вилкой в ось, чем обеспечивается
замыкание
рычажной системы. При установке грузозахватного устройства на рулон оно
полностью раскрывается, эксцентрик, поворачиваясь с рычагом, поднимает
вверх
защелку. При подъеме груза защелка и ось разъединяются, и
грузозахватное
устройство захватывает рулон.
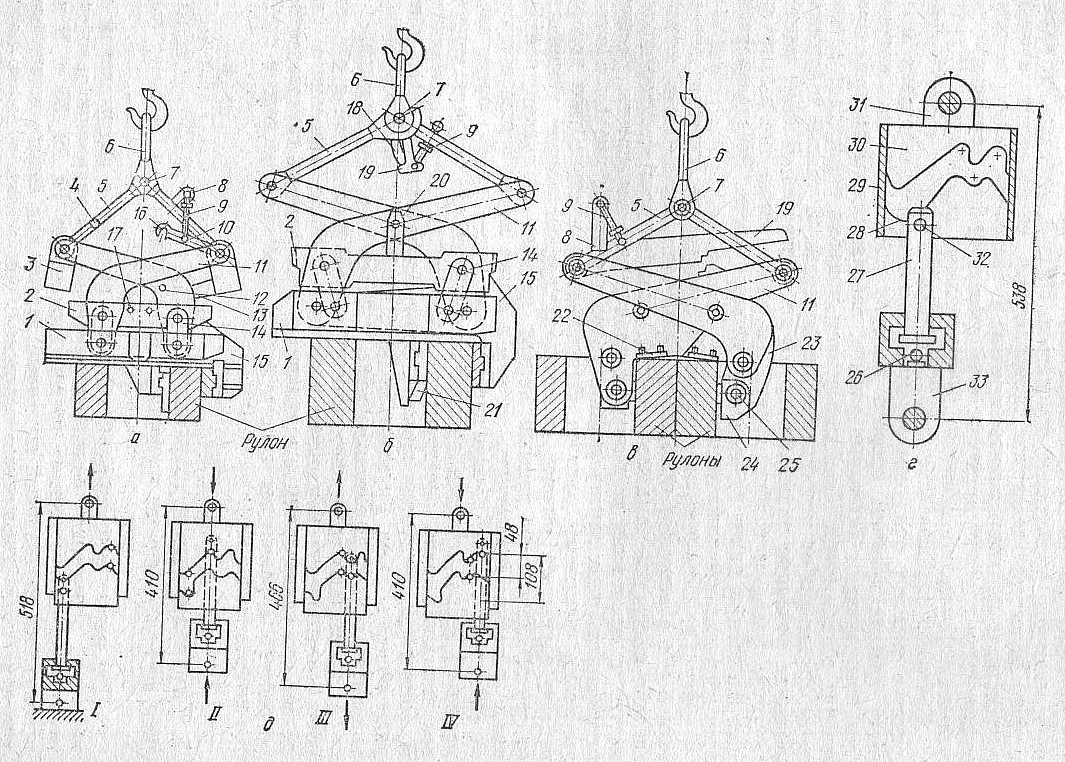

Грузозахватное
устройство с автоматическим управлением грузоподъемностью 35 т (рис.
42, б)
состоит из шарнирно-соединенных держателя, траверсы, серег, обоймы,
рычагов,
тяг, штокового затвора. На общем для тяг штокового затвора шарнире
расположена
грузовая скоба и крюк, взаимодействующий при работе с планкой. На
держателе и
траверсе закреплены прижимные губки.
В
исходном
положении планка упирается в выступ, носок крюка застопорен планкой,
чем
обеспечивается замыкание рычажной системы. При установке
грузозахватного
устройства на рулон оно полностью раскрывается, крюк, скользя по
планке,
отклоняется от вертикального положения. При подъеме груза крюк проходит
мимо
планки и грузозахватное устройство захватывает рулон. В местах
разгрузки
устройство освобождается от рулона и под действием собственной массы
полностью
раскрывается. Начинается следующий цикл работы.
Автоматическое
грузозахватное устройство грузоподъемностью 20 т (рис. 42, в) состоит
из
шарнирно-соединенных клещевин, рычагов, тяг, на общем шарнире которых
размешена
грузовая скоба. Штоковый затвор верхним шарниром через кронштейн
соединен с
тягой, а его нижний шарнир закреплен на планке, замок которой
взаимодействует
при работе грузозахватного устройства с замком на рычаге. С клещевинами
шарннрно соединены башмаки, свободно поворачивающиеся вокруг оси, чем
обеспечивается сохранение параллельности движения башмаков при захвате
рулонов.
Для надежности установки грузозахватного устройства на рулоны к нижней
плоскости клещевин
прикреплены опоры.
Штоковый
затвор (рис. 42, г) представляет собой два кулачка, заключенные в
направляющую.
Цилиндрические части кулачков имеют криволинейные вырезы, выполненные
таким
образом, чтобы при соединении кулачков в общей направляющей между
кривым!!
создавался паз-копир, по которому передвигается палец штока, имеющего
шаровидную опору. На фланцах к верхнему кулачку присоединен верхний
шарнир
затвора, к корпусу штока — нижний шарнир. Паз-копир выполнен
таким образом, что
выступы кривой нижнего кулачка смещены на некоторый угол относительно
впадин
верхнего кулачка. При работе затвора этим обеспечивается вращательное
движение
штока всегда в одном направлении. Впадины кривой нижнего кулачка
выполнены
переменной глубины, в результате чего ход затвора автомата имеет разную
величину,
периодически повторяющуюся в зависимости от выполняемых операций.
Сжатое
положение затвора является рабочим, при котором грузозахватное
устройство
полностью раскрыто. При захвате рулонов затвор занимает минимально
растянутое
положение; в рабочем (захвате без рулона) он максимально растянут. На
рис. 42,
<3 показаны четыре положения штокового затвора в процессе работы
грузозахватного устройства с автоматическим управлением.
6. Грузозахватные устройства с
канатным приводом
Самозажимные
грузозахватные устройства, в которых привод захватных органов является
гравитационным, т. е. обжатие грузов вызывается силой его тяжести, не
всегда
могут создать большое обжимное усилие, устранить предварительное
скольжение и
обеспечить необходимую маневренность и производительность. Эти качества
присущи
приводным грузозахватным устройствам, которые к тому же легко снабжать
устройствами дистанционного управления с возможностью в ряде случаев
осуществлять полную автоматизацию цикла захвата и освобождения груза.
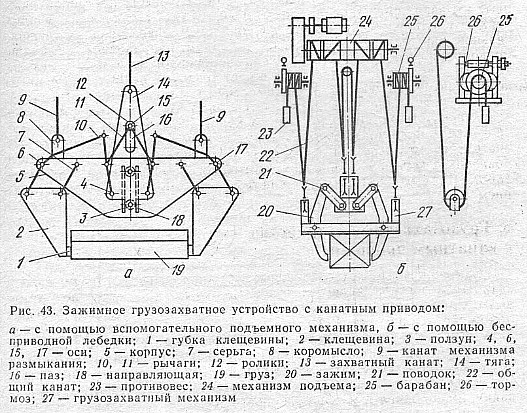
Грузозахватные
устройства с канатным приводом (рис. 43, а) получили применение в
кранах с
двумя механизмами подъема — главным и вспомогательным,
наличие которых создает
возможность дистанционного управления.
В
корпусе
закреплены оси, на которых свободно смонтированы коромысла и серьги, на
концах
которых подвешены клещевины. Губки клещевин при замыкании и размыкании
совершают поступательные движения.
Свободные
концы коромысел связаны рычагами. Последние могут поворачиваться на
осях,
укрепленных на тяге. Вторые концы направляющих рычагов связаны с осью,
на
которую надеты ролики. Смещение последних в направлении,
перпендикулярном к
продольной оси, ограничивается пазом. Тяга связана канатом с механизмом
подъема, а корпус грузозахватного устройства — с механизмом
размыкания. Тяга
снабжена ползунами, выполненными в виде роликов, перемещающихся в
направляющих,
закрепленных на корпусе.
Для
транспортирования грузов грузозахватные устройства с разведенными
клещевинами
приближают к грузу так, чтобы он оказался между губками клещевин. Затем
механизмом подъема поднимается тяга, коромысла поворачиваются, ползуны
при этом
перемещаются в направляющих, клещевины сближаются и захватывают груз
губками.
Губки клещевин принудительно удерживаются в одной горизонтальной
плоскости
перпендикулярно к оси тяги. Принцип действия этого грузозахватного
устройства
аналогичен принципу действия двухканатного грейфера.
Несколько
иной является схема грузозахватного устройства, приведенная на рис. 43,
б. Для
его привода можно применять кран с одним механизмом подъема, но он
должен быть
оборудован вспомогательными бесприводными, но снабженными тормозами
барабанами.
Грузозахватное устройство выполняют по схеме двухканатного грейфера,
причем
механизм подъема груза используют для поворота при помощи поводков
зажимов, а
бесприводные барабаны поддерживают грузозахватное устройство. На
барабаны
(бесприводной и механизма подъема) запасован с одинаковой кратностью
общий
канат, который заканчивается свободно свисающими с бесприводных
барабанов
контргрузами.
При
опускании
на груз раскрытого грузозахватного устройства бесприводной барабан
затормаживается. Когда корпус грузозахватного устройства ляжет на груз,
тормоз
растормаживается и включается барабан механизма подъема. Происходит
зажим
груза, а после того, как усилие достигнет некоторого значения
начинается подъем
противовесов (при перематывании канатов по блокам). После того как
противовесы
достигнут крайнего положения бесприводные барабаны затормаживаются и
происходит
подъем груза. Грузозахватное устройство раскрывается в обратном
направлении
(порядке).
7. Грузозахватные устройства с
электромеханическим приводом
В
грузозахватном устройстве с механическим приводом электропривод обычно
расположен вблизи от захватных органов, что не всегда осуществимо в
грузоподъемных кранах, поэтому такие грузозахватные устройства имеют
сравнительно ограниченное применение. Зажимное клещевое устройство
(исполнительный орган) посадочного металлургического крана (рис. 44)
предназначено для загрузки заготовок в нагревательные печи и выгрузки
из печи.
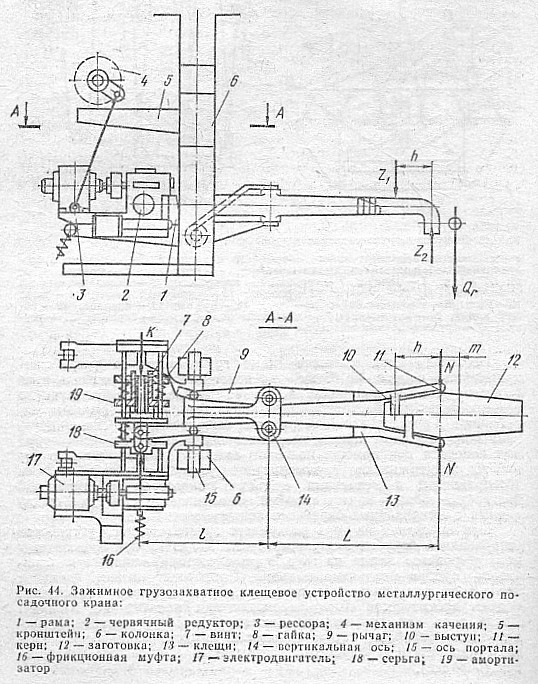
Оно
установлено на раме колонны посадочного крана грузоподъемностью
2—3 т. Подъем и
опускание колонн грузозахватного устройства производится при помощи
полиспаста
со скоростью 4 м/мин, а поворот— механизмом вращения с
частотой 36 мин-1.
Механизмы вращения и подъема колонны размещены на главной тележке
крана. В
нижней части колонны, имеющей форму портала, вставлена ось, на которой
закреплена рама. Она может поворачиваться вокруг оси на некоторый угол
при
помощи механизма качения, установленного на кронштейне, закрепленном на
колонне. На раме смонтирован приводной механизм грузозахватного
устройства. Он
состоит из электродвигателя, тормоза, фрикционной муфты, червячного
редуктора,
и винта, имеющего правую и левую нарезки. По этим нарезкам перемещаются
гайки,
связанные при помощи серег с рычагами клещей. В узлах крепления гаек
размещены
пружинные амортизаторы, обеспечивающие плавный зажим заготовок и
снижение
динамических нагрузок. Для предотвращения поломок приводного механизма
предусмотрена фрикционная предохранительная муфта предельного момента.
Клещи
поворачиваются в горизонтальной плоскости вокруг вертикальных осей.
Заготовка
зажимается кернами, помешенными в нижней части клещевин на отогнутых
вниз
концах. При захвате заготовки ее центр тяжести выходит за пределы
клещей и
располагается на расстоянии т от кернов. Вследствие этого левый конец
заготовки
при захвате ее поднимается вверх и упирается в один из выступов,
откованных на
клещах, чем обеспечивается надежное удержание заготовки на весу.
При
помощи
механизма качения клеши могут брать заготовки с пола цеха. Для снижения
динамических нагрузок в механизме качения предусмотрены пружинные
рессоры.
8. Эксцентриковые и клиновые
грузозахватные устройства
Эксцентриковые
грузозахватные устройства в основном выполняют аналогично универсальным
устройствам. Они предназначены для захвата и перемещения плоских грузов
как в
вертикальном, так и в горизонтальном положениях. Так как при
использовании
эксцентриковых грузозахватных устройств контактная нагрузка велика, их
применение ограничивается транспортированием грузов с твердой
поверхностью.
Наиболее широкое распространение они получили для перемещения листового
металла
разной толщины.
Эксцентриковые
грузозахватные устройства разделяют на две группы: с односторонним
(рис. 45,
а—в) и двухсторонним (рис. 45, г—е) расположением
эксцентриков.
Для
подъема
длинномерных грузов применяют траверсы с навешенными на них несколькими
эксцентриковыми грузозахватными устройствами (рис. 45, ж).
Выполняют
грузозахватные устройства как само затягивающими, так и с
дополнительным
поджатием путем воздействия на эксцентрик гибкой тяги или при помощи
четырехзвенной рычажной системы.
В
грузозахватном устройстве, изображенном на рис. 45, а, перед подъемом
эксцентриком вручную зажимают груз с небольшим усилием. Более
совершенными
являются грузозахватные устройства, показанные на рис. 45, б, в которых
при
перемещении вверх подъемного крюка эксцентрик принудительно подводится
к
поднимаемому грузу. Для подъема, транспортирования и установки
металлических
листов при изготовлении металлоконструкций применяют эксцентриковые
грузозахватные устройства различной грузоподъемности (рис. 45,в).
Грузозахватные устройства состоят из вилки, эксцентрика, клиновой
планки, тяги,
разъемной скобы и осей. При подъеме за разъемную скобу тяга,
соединенная со
скобой, движется вверх и эксцентриком прижимает лист к клиновой планке.

На рис.
45,
д показано грузозахватное устройство с двумя эксцентриками для
транспортирования
листов металла (табл. 9)
Основные
параметры эксцентрикового грузозахватного устройства для
транспортирования
листового проката в горизонтальном положении (рис. 45, е) приведены в
табл. 10.
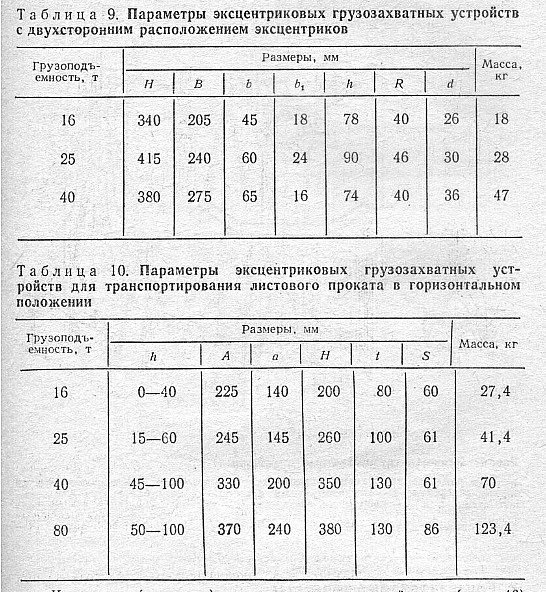
Клиновые
(цанговые) грузозахватные устройства (рис. 46) предназначены для
подъема и
транспортирования груза, имеющего полость с круглым отверстием для
взаимодействия с распорными элементами грузозахватного устройства.
Значительно
реже их применяют для подъема изделий за боковые поверхности или
выступающие
части.
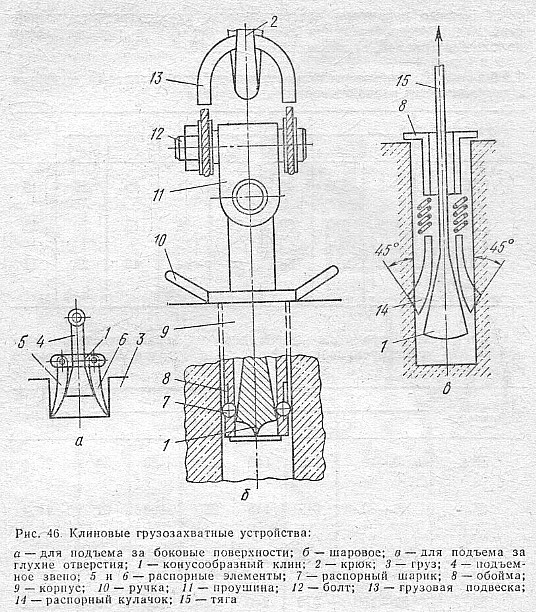
Основными
частями наиболее распространенного клинового грузозахватного устройства
являются размещенные в отверстии груза подвижные в горизонтальном
положении
(направлении) распорные элементы и конусообразный клин, подвижный в
вертикальном направлении. Распорные элементы выполняют в виде
конических сегментов,
клиновидных кулачков или призматическими. Для уменьшения износа и
большей
подвижности распорные элементы иногда выполняют с шаровой поверхностью.
Траверсы
применяют для подъема краном крупногабаритных грузов с присоединением
последних
к траверсе одновременно в нескольких местах при помощи грузозахватных
устройств, смонтированных на траверсе, или подвешенных к ней стропов.
Применение наклонных стропов для подъема горизонтально-протяженных
длинномерных
конструкций и тяжеловесного оборудования — балок, ферм, рам,
аппаратов и т.д.,
приводит к потере полезной высоты подъема крана, а также к
возникновению
значительных усилий в самом стропе, сжимающих усилий в поднимаемом
элементе и
изгибающих в монтажных петлях. Стропы, скомбинированные с траверсами
(рис. 47),
не имеют этих недостатков и применяются для строповки грузов длиной
более 12 м.
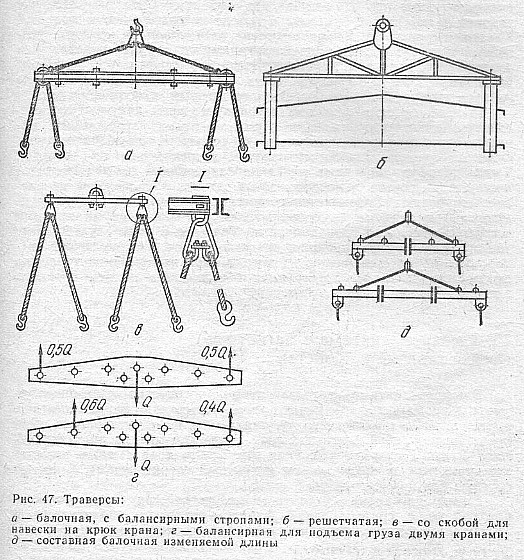
Траверсы
выполняют
балочными (рис. 47, а) или решетчатыми в виде ферм (рис. 47, б).
Балочные
траверсы изготовляют из труб или двух соединенных между собой швеллеров
или
уголков (рис. 47, г), на концах которых закрепляют стропы. Длина
балочной
траверсы обычно не превышает 4 м, так как при большей длине масса
траверсы
велика. Для крепления стропов в балке делают отверстия или вваривают
листы с
проушинами (рис. 47, в), причем для возможности изменения рабочей длины
траверс
их может быть вварено несколько пар. Другим методом изменения рабочей
длины
траверсы является применение вставок в составной балке (рис. 47, д).
Этот метод
расширяет диапазон использования траверсы, однако связан с потерями
времени на
переналадку. Поэтому в большинстве случаев эксплуатации, особенно при
массовых
перегрузках однотипных длинномерных грузов, целесообразнее иметь
отдельные
траверсы для каждого вида груза. Решетчатые траверсы длиной более 4 м
изготовляют обычно в виде простейших ферм треугольной формы с вершиной
угла,
обращенной вверх или вниз (рис. 47, б). В последем случае сокращается
потеря
высоты подъема крюка крана, но при этом необходимо проверять
устойчивость траверсы
против кручения.
Траверсы
навешивают на крюк при помощи пальца, закрепленного в середине
траверсы,
косынки с проушиной (кольцом) или тяг — гибких или жестких,
присоединяемых
шарнирно, что полностью разгружает их от изгибающих моментов. Однако
применение
жестких и гибких тяг приводит к потере полезной высоты подъема.
Канатные стропы
на свободном конце заканчиваются крюками различных конструкций,
взаимодействующими со скобами изделия, или штырьевыми захватами,
укрепленными
на траверсе с коушами, вводимыми в гнезда корпуса замка. Штырь
выдергивают
вручную, за прикрепленный к нему тросик или тяговым электромагнитом.
Помимо
простых канатных стропов траверсы комплектуют различными
специализированными
грузозахватными устройствами. Канатные стропы можно связывать с
траверсой
балансирно путем огибания строповым канатом роликов, закрепленных на
траверсе.
Такие траверсы получили название балансирных и используются при подъеме
грузов,
у которых точки захвата расположены на различных уровнях.
Уравновешивающиеся
балансирные траверсы при меняют при подъеме тяжеловесного оборудования
двумя
кранами часто различной грузоподъемности. Траверса в этом случае имеет
две
подвески для навешивания на крюк кранов, что исключает возможность
перегрузки
одного из кранов. При выборе типа траверсы необходимо, чтобы ее
конструкция
обеспечивала подъем сборного элемента в рабочем положении.
10. Электромагнитные и магнитные
грузозахватные устройства
Электромагнитные
грузозахватные устройства (грузоподъемные электромагниты) применяют для
перегрузки
ферромагнитных грузов: стальных и частично чугунных изделий и
материалов. Они
представляют собой электромагниты с плоским якорем, характеризуются
большой
силой притяжения при малом ходе (малым зазором между якорем и
замыкающим
магнитный поток грузом) и имеют круглую или прямоугольную формы.
Электромагнитные
грузозахватные устройства приспособлены для работы с грузами любой
формы —
стальными болванками и листами, чугунными чушками, скрапом,
металлоломом и др.,
в том числе с горячими грузами с предельной температурой до 500
°С. Вместе с
тем от формы груза и его температуры зависит и грузоподъемность
электромагнитного грузозахватного устройства.
При
температуре груза выше 200 СС магнитная проницаемость, а следовательно,
и
грузоподъемность грузозахватного устройства значительно снижаются и при
температуре 720°С последняя равна нулю.
На рис.
48,
а, б, показаны электромагнитные грузозахватные устройства круглой и
прямоугольной форм. В массивном корпусе из стали с высокой магнитной
проницаемостью размещена катушка электромагнита, удерживая снизу
полюсами и
немагнитной шайбой. Обмотка электромагнита, размещенная в герметичной
оболочке,
выполнена секционной, причем каждая секция намотана голой медной
лентой. Витки
секций изолированы тонкой асбестовой бумагой, пропитанной изоляционным
теплостойким
лаком или стекловолокнистой лентой и залиты под давлением теплостойкой
массой,
которая заполимеризована, что обеспечивает хорошую электрическую и
механическую
прочность катушки, а также и хороший отвод тепла. Катушка
электромагнита
рассчитана на напряжение 220 В постоянного тока при продолжительности
включения
ПВ = 50 %. Полюсы электромагнита могут быть приварены или прикреплены
механически. Сварка обеспечивает более высокую прочность и
водонепроницаемость,
но усложняет замену изнашиваемых элементов.
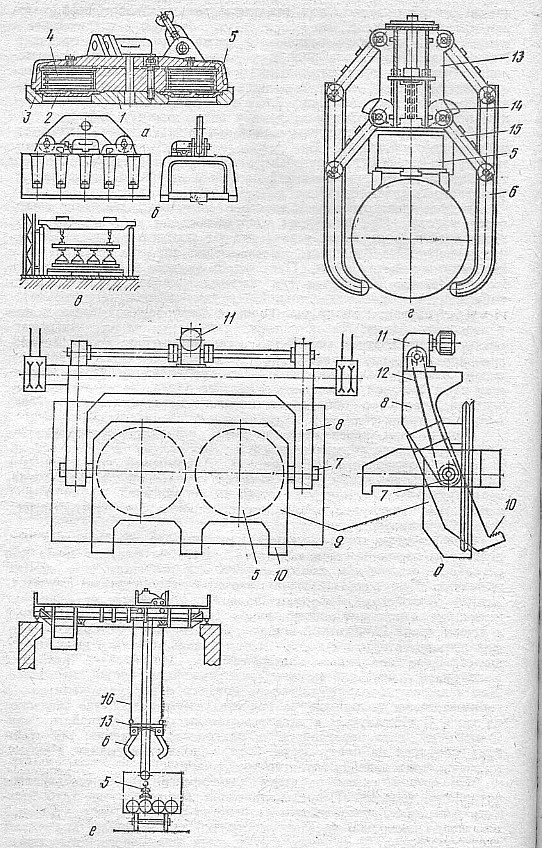
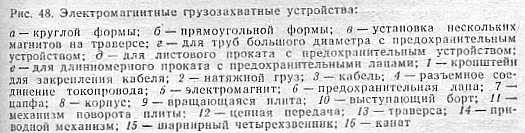
Наиболее
распространены электромагнитные грузозахватные устройства круглой
формы. При
работе с грузами продольной формы можно применять прямоугольные
грузовые
электромагниты или траверсы с подвешенными к ней несколькими (часто
двумя)
электромагнитами (рис. 48, в, д).
Подвод
электроэнергии к электромагниту осуществляется шланговым кабелем. При
небольших
высотах подъема кабель закрепляют петлеобразно, а на кране
устанавливают
подпружиненные вращающиеся кабельные барабаны, автоматически
поддерживающие его
с необходимым натяжением. При использовании электромагнитного
грузозахватного
устройства для подъема горячих грузов изоляция кабеля должна быть
теплостойкой.
Электромагнитными грузозахватными устройствами оборудуют краны с
электроприводом
(мостовые и козловые краны). На самоходных стреловых кранах
электромагнитные
грузозахватные устройства устанавливают редко по нескольким причинам:
эти краны
редко используют на складах металла, скрапа или стружки, полезная
грузоподъемность их резко снижается из-за большой массы электромагнита,
краны
не имеют электропитания, а если он оборудован автономным генератором,
то его
мощность ограничена.
Однако
при
необходимости электромагнитное грузозахватное устройство можно
устанавливать и
на самоходных кранах с использованием стандартного оборудования.
Автономный
генератор для питания электромагнита установлен на поворотной платформе
крана и
приводится в движение от базового двигателя крана с возможностью
отключения при
работе последнего без электромагнитного грузозахватного устройства.
При
подъеме
грузов электромагнитными грузозахватными устройствами всегда имеется
опасность
отрыва и падения груза при случайном отключении электроэнергии или по
каким-либо другим причинам. Для предотвращения этого электромагнитные
грузозахватные устройства оборудуют предохранительными механизмами,
имеющими
отдельный электропривод (рис. 48, д). Подвешиваемый к крюку крана
П-образный
корпус имеет гнезда, в которых на цапфах вращается плита с выступающим
бортом.
В плиту вмонтированы серийные подъемные электромагниты. На корпусе
размещен
механизм поворота плиты, связанный с цапфами цепной передачей. Для
транспортирования листового металла плиту устанавливают в
горизонтальное
положение и грузозахватное устройство опускают на груз. С притянутым к
электромагнитам грузом устройство поднимают и плита переводится в
наклонное
положение, так чтобы груз опирался на плиту и ее борт, находящийся
внизу. При
выключении тока падения груза не произойдет.
По
другой
схеме работает электромагнитное грузозахватное устройство (рис.48, г),
предназначенное для перегрузки труб большого диаметра. Грузозахватное
устройство имеет траверсу, к которой подвешено несколько (в зависимости
от
длины трубы) подъемных электромагнитов. К траверсе при помощи
шарнирного
четырехзвенника прикреплены подхватные лапы, подводимые под трубу
зубчато-рычажным
механизмом. Транспортирование трубы безопасно даже при отключении
электромагнита, так как механизм выполнен самотормозящимся.
Примерно
по
такой же схеме работает электромагнитное устройство (рис. 48, е),
используемое
для перегрузки длинномерного проката. Траверса подвешена к тележке
крана на
канатах. Внутри ее проходят канаты грузоподъемного механизма с
подвешенным
электромагнитом.
Поднятый
электромагнит с грузом упирается в подвижную часть траверсы, что
приводит к
повороту и закрыванию замками предохранительных лап, уравновешенных
противовесами. При опускании траверсы на груз противовесы раскрывают
лапы.
Известны и другие конструкции того же назначения.
В
некоторых
случаях для обеспечения безопасности перегрузочных работ
электромагнитными
грузозахватными устройствами на кране устанавливают буферную
аккумуляторную
батарею, от которой подается электроэнергия в момент отключения
источника
основного электропитания.
11. Вакуумные
грузозахватные
устройства
При
выполнении погрузочно-разгрузочных работ и монтажных операций во многих
случаях
эффективно можно использовать вакуумные грузозахватные устройства.
Принцип их
действия заключается в том, что в установленной на поверхности
поднимаемого
груза камере создается разрежение воздуха (вакуум), в связи с чем под
действием
атмосферного давления возникает сила взаимодействия (притяжения) между
грузом и
грузозахватным приспособлением.
К
основным
особенностям вакуумных грузозахватных устройств относятся: удобство и
быстрота
захвата и освобождения грузов, особенно крупногабаритных, которые не
могут быть
снабжены выступающими элементами для взаимодействия с обычными
грузозахватными
устройствами;
наличие жесткой связи
вакуумного захвата с транспортируемым
элементом, которая позволяет легко изменять его положение в
пространстве;
сохранность при захвате
поверхностей изделий и
конструкций, особенно шлифованных и полированных.
Наиболее
эффективно применение вакуумных грузозахватных устройств при
транспортировании
и монтаже конструкций и изделий из воздухонепроницаемого материала с
гладкой
поверхностью (стекла, металла, полированного мрамора, гранита, дерева,
бетона,
полимерных материалов и др.).
Конструкция
вакуумных грузозахватных устройств и характер их использования зависят
от
способа разрежения в вакуумной камере, методов ее де вакуумирования и
т. д.
По
способу
создания вакуума в камере различают насосные, эжекторные и безнасосные
устройства. Наибольшее распространение в настоящее время получили
грузозахватные устройства с вакуумным насосом, которые можно разделить
на
следующие группы.
1. Вакуумные
грузозахватные
устройства с
расположением насосного оборудования на одной раме с захватными
камерами
(автономные вакуумные), выполненные в виде универсальных
вакуум-захватных
траверс, имеющих гибкую связь с краном; причем насосное оборудование,
приборы
контроля и управления объединяют с захватными камерами в единый
автономный
вакуум-захватный агрегат. Автономные вакуум-захватные агрегаты могут
применяться
без каких-либо изменений на любом кране, имеющим соответствующую
грузовую
характеристику, и практически не требуют переоборудования и изменения
его
конструкции. Управление автономным вакуумным грузозахватным устройством
производится вспомогательным персоналом (стропальщиками и др.) или
непосредственно крановщиком. В последнем случае органы управления и
приборы
контроля размещают на пульте крановщика.
2. Вакуумные
грузозахватные
устройства с
расположением насосного и вспомогательного оборудования на раме рабочей
машины
(крана), причем они могут иметь с машиной как гибкую, так и жесткую
связь.
Применение вакуумных грузозахватных устройств, имеющих жесткую связь с
машиной,
предопределяет возможность механизации многих подъемно-транспортных
перегрузочных и монтажных операций. Так, краном или погрузчиком со
стрелой-манипулятором, оборудованным вакуумными захватами, можно
производить
различные перегрузочные и монтажные операции с крупногабаритными
грузами,
захват которых устройствами других типов практически невозможен или
затруднителен. Эксплуатация таких вакуумных захватов исключает подводку
к
захватному органу канатов, Электрокабель и подвесных гибких воздушных
шлангов.
3. Эжекторные
грузозахватные
устройства.
Конструктивно они проще и легче насосных, однако из-за невозможности
получить в
них разрежения ниже 53 кПа приходится применять вакуумные захватные
камеры
больших размеров. Использование эжекторных устройств связано также с
необходимостью подвода шлангами к вакуумному захвату сжатого воздуха,
что не всегда
осуществимо, особенно при перемещении грузов на значительное
расстояние. Ввиду
этого эжекторные вакуумные грузозахватные устройства используют в
стационарных
заводских условиях для транспортирования изделий небольшой массы,
имеющих
гладкую поверхность. Все большее применение находят без насосные
вакуумные
грузозахватные устройства с переменным объемом полости вакуумной
камеры,
которые могут быть с ручным, механическим, пневматическим или
гидравлическим
приводом, а также самовакуумирующиеся (под действием груза). По
конструкции
вакуум образующей камеры эти устройства разделяют на поршневые,
диафрагменные,
тарельчатые и сильфонные, т. е. в виде складывающегося гофрированного
цилиндра.
Основным
преимуществом без насосных вакуумных грузозахватных устройств является
простота
конструкции, благодаря отсутствию вакуумных насосов и распределительной
аппаратуры и, как следствие этого, независимость от источников энергии.
В
безнасосных грузозахватных устройствах удержание груза ограничено
временем
сохранения рабочего вакуума, ввиду чего их применяют в основном для
транспортирования воздухонепроницаемых грузов, имеющих относительно
гладкую
поверхность.
Вакуумные
грузозахватные устройства имеют ручное, автоматизированное или
дистанционное
управление. В последних двух случаях управление клапанами,
регулирующими
вакуумирование или де вакуумирование вакуумных камер, может
осуществляться
автоматически или по определенной программе.
При
крупносерийном изготовлении крутых поковок с массой 1—20 т
для загрузки печей и
подачи заготовок к молотам, печам и прессам часто применяют
манипуляторы,
которые полностью механизируют все вспомогательные работы и могут
производить
следующие операции: захватывание заготовки клещами, вращение ее вокруг
своей
оси, передвижение заготовки в горизонтальном направлении. вдоль фронта
печей
или молотов, ее подъем и опускание.
Грузоподъемность
манипулятора назначают в зависимости от усилия пресса, т:
|
Усилие |
Грузоподъёмность |
Усилие |
Грузоподъёмность |
|
600 |
«3 |
1500 |
15 |
|
800 |
5 |
2000 |
20 |
|
1000 |
10 |
3000 |
30 |
При
грузоподъемности до 2 т манипуляторы могут выполняться подвесными в
виде
удлиненных кантователей с клещевым захватом, подвешиваемыми за две
точки к двум
спаренным тележкам балочного типа или мостового крана. Спаренные
тележки
управляются специальным контроллером, обеспечивающим как синхронный
подъем и
спуск двумя лебедками, так и раздельный.
Для
управления кантователем с пола применяют двухкнопочный пульт
управления.
Принципиально возможно управление всеми движениями манипулятора с
подвесного
пульта. Конструкция манипулятора рассчитана на работу ковочного пресса
с числом
ходов 40—00 мин-1. Соответственно этому частота включений
механизма движения
должна быть рассчитана на ПВ—100%. Число оборотов кантователя
18 мин-1, усилие
зажима кантователя у манипулятора 2400 кг. При большей грузоподъемности
применяют напольные манипуляторы, механизмы которых смонтированы на
самоходной
рельсовой платформе или безрельсовом шасси. Безрельсовые манипуляторы
легкого
типа (до 500 кг) монтируют на трехколесном шасси с резиновым ходом, они
отличаются от безрельсовых загрузочных машин тем, что хобот снабжен
клешами для
захвата нагретой заготовки. Производительность прессов и молотов при
обслуживании их манипуляторами увеличивается по сравнению с
обслуживанием
крюковыми кранами в сочетании с кантователями, поэтому у каждого молота
или
пресса устанавливают по две камерные печи. При безрельсовых
манипуляторах, не
имеющих на шасси специального механизма вращения в горизонтальной
плоскости,
печи устанавливают под углом 90° друг к другу (45° к
оси пресса или молота). Труд
оператора облегчается при частичной автоматизации, исключающей
необходимость
управления поворотом манипулятора на 45° комбинированным
движением колес
манипулятора, при установке в центре пересечения осей печей и ковочного
пресса
стационарного поворотного круга, автоматически поворачивающегося на
45° при
наезде машины на упор с одновременной подготовкой реверса для перемены
хода с
заднего на передний.
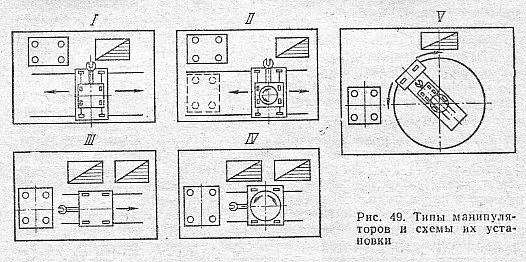
При
грузоподъемности свыше 5 т применяют только напольные рельсовые
манипуляторы,
подразделяющиеся на пять типов (рис. 49):
I
тип —
мостовой неповоротный с тележкой, несущей хобот, поворачивающий
заготовку
вокруг горизонтальной оси с качением в вертикальной плоскости;
II
тип —
мостовой с поворотной тележкой, несущей хобот, который кроме
вышеуказанных
движений может поворачиваться в горизонтальной плоскости на
180°, так как
смонтирован на поворотном круге тележки;
III
тип —
тележечный, без моста, с хоботом, не вращающимся в горизонтальной
плоскости;
IV
тип —
тележечный, поворотный на 360°, без моста;
V
тип —
мостовой поворотный.
Грузоподъемность
напольных рельсовых манипуляторов до 80 т.
Основным назначением манипуляторов любого типа при ковке является поддержка и поворот заготовки под молотом. При этом должны быть обеспечены кантовка заготовок, быстрота и точность захвата и возможность быстрой подачи заготовки вдоль бойка. Манипуляторы III типа, не имеющие поворота в горизонтальной плоскости, предназначены только для операции ковки. Они не могут осуществлять передачу нагретой заготовки непосредственно из печи под пресс. Это производит рельсовая загрузочная машина, передающая заготовку через пресс «из клещей в клещи». Манипуляторы IV типа не могут совершать движений заготовки в направлении, перпендикулярном рельсовому пути тележки, поэтому печь может располагаться только напротив молота или пресса. Это является недостатком манипуляторов такого типа, так как при этом невозможна установка двух печей для обеспечения полного использования пресса. Поэтому более универсальными и предпочтительными являются манипуляторы I, II и V типов.
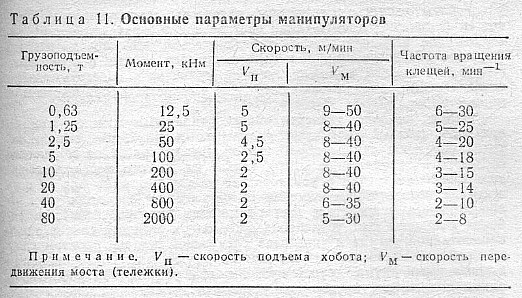
При
работе
на манипуляторах крайне важную роль играет хотя бы частичная
автоматизация
управления, так как машинисту приходится в процессе ковки производить
частичное
включение механизмов вращения хобота и подачи или осадки заготовки,
причем
весьма существенно, чтобы движение рукоятки управления тем или иным
механизмом
осуществлялось в направлении движения самого механизма. Наиболее
удобными и
целесообразными приборами являются однорукояточные девятипозиционные
пульты
управления с встроенной в рукоятку кнопкой.
При
установке на манипуляторе пульта с двумя однорукояточными
командоаппаратами и
магнитных станций он может подавать следующие команды:
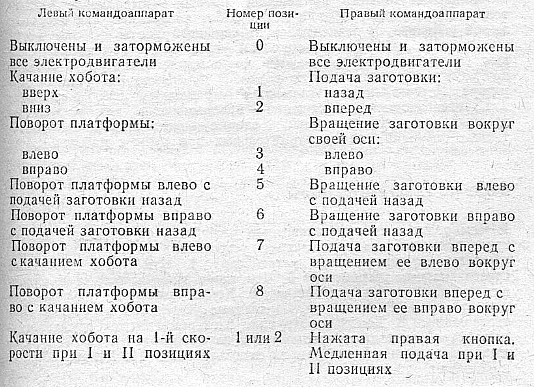
Роботы
явились дальнейшим развитием манипуляторов. Первое их поколение, имея в
своем
составе хобот с автоматическим захватом для штучных грузов
цилиндрической или
призматической формы с раздвигающимися и сдвигающимися лапами и
вращением
вокруг оси хобота, а также станину, отличалось конструктивными
особенностями,
определяющимися его конкретным применением и местом работы.
Одним
из них
является транспортное обслуживание станков при механической обработке
различных
деталей, т. е. выполнение таких операций: снятие обработанной детали со
станка
и укладка ее в строго определенное место, захват из другого места
подлежащей
обработке детали и установка ее между центрами или на стол станка с
последующим
снятием ее по сигналу оператора или от программного устройства. Для
повышения
производительности рабочих машин за счет устранения ожидания с момента
снятия
одной обработанной детали и установка следующей тем же роботом каждое
рабочее
место может снабжаться двумя специализированными и связанными друг с
другом
программным устройством роботами — одним для снятия, другим
для установки
детали. Каждый из роботов имеет телескопический, часто сочлененный
хобот в виде
руки, позволяющий захватывать и устанавливать детали в пределах
заданного
транспортного поля. Привод механизмов роботов гидравлический.
Грузоподъемность
определяется максимальной массой детали, чаще всего она небольшая (25
кг).
В
настоящее
время разработаны для специальных целей и более сложные роботы,
снабженные
некоторыми органами чувств — слухом (например, воспринимающие
команды
человеческим голосом), зрением (воспринимающие форму и цвет предмета и
сравнивающие их с заданными для нахождения в видимом транспортном поле
нужного
предмета и выполняющие по нахождению его требуемую операцию).
Основная
область применения роботов — выполнение утомительных и
тяжелых работ, а также
работ во вредных для здоровья людей условиях. В зависимости от условий
работы
роботы могут выполняться либо с дистанционным управлением
полуавтоматическим
(кнопочным или ключевым по команде оператора), либо с программным
управлением по
заданной программе без участия оператора. Первые — с
дистанционным управлением
при визуальном или телевизионном наблюдении — предназначены
для работы во
вредных для человека условиях, вторые — для однообразных
монотонных операций,
весьма утомительных при ручных работах.
Контрольные
вопросы
1.
Чем отличаются
грузозахватные устройства от захватов? 2. Что такое лапчатые
поддерживающие
устройства? 3. Что такое коромысловые грузозахватные устройства? 4. Что
такое
зажимные грузозахватные устройства? 5. Что такое эксцентриковые и
клиповые
грузозахватные устройства? 6. Когда применяют грузозахватные траверсы?
7. Какие
грузозахватные устройства относят к притягивающим? 8.
Какой конструкции электромагнитных
грузозахватных устройств отдают предпочтение на производстве? 9. Что
такое
манипуляторы и перспективы их использования? 10. Какова область
применения
роботов?
Глава VI.
СТРОПОВКА
ГРУЗОВ
1. Подбор
стропов к перемещаемым
грузам
Выбор
стропов начинают с определения массы груза и расположения его центра
тяжести.
Если на грузе таких обозначений нет, то необходимо уточнить эти
параметры у
мастера, бригадира или лица, ответственного за производство
грузоподъемных
работ. Во всех случаях стропальщик должен сам убедиться в том, что
груз,
подлежащий перемещению, может быть поднят имеющимися в его распоряжении
грузоподъемными средствами. Определив массу поднимаемого груза и
расположение
центра тяжести, стропальщик определяет число мест застропки и их
расположение с
таким расчетом, чтобы груз не мог опрокинуться или самостоятельно
развернуться.
Из этого расчета выбирают строп или подходящее грузозахватное
приспособление,
закрепленные за стропальщиком. Одновременно следует учитывать длину
выбираемого
многоветвевого стропового грузозахватного приспособления.
При
выборе
длины стропа следует исходить из того, что при малой длине угол между
ветвями
строп будет больше 90°, а при большой длине —
теряется высота подъема груза и
возникает возможность его кручения. Оптимальные углы между ветвями
строп находятся
в пределах 60—90° (рис. 50). При выборе строп следует
также определить, из
каких элементов должна состоять гибкая часть стропа (стальной канат или
цепь,
траверса или другой вид жестких строп и т. п.) и какие концевые и
захватные
элементы целесообразнее использовать для подъема конкретного груза.
Перед
работой следует тщательно проверить состояние крановой подвески с
крюком и
крюковой обоймы.
При
обнаружении неисправности следует доложить об этом крановщику.
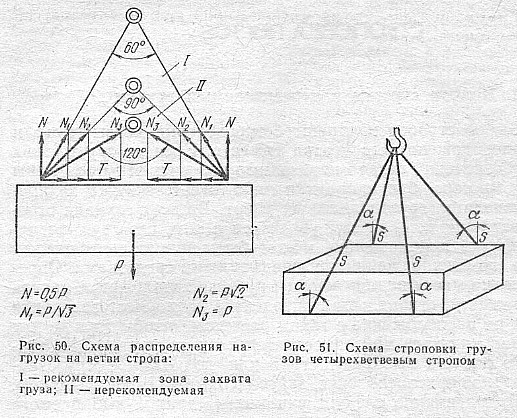
Выбор
стропа
Определив
массу поднимаемого груза, стропальщик должен правильно выбрать строп с
учетом
нагрузки, которая возникает в каждой его ветви. Нагрузка, приходящаяся
на
каждую ветвь, меняется в зависимости от числа мест зацепки груза, от
его
размеров, от угла между ветвями стропа, от длины его ветвей. Усилия,
возникающие в ветвях стропа при подъеме груза, можно определить числом
или
длиной ветвей (рис. 51). Нагрузку, приходящуюся на каждую ветвь стропа,
можно
определить по формуле:
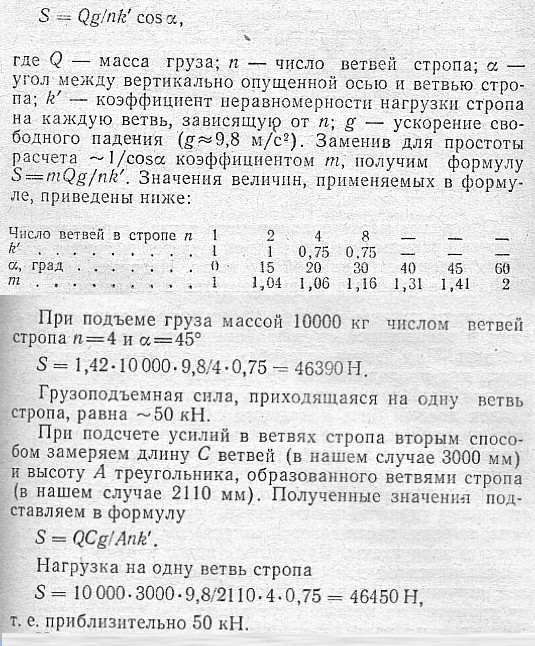
Нагрузка, приходящаяся на одну ветвь стропа, прямо пропорциональна углу между ветвями стропа и обратно пропорциональна числу ветвей. Таким образом, для подъема того или иного груза имеющимся стропом стропальщик должен проверить, чтобы нагрузка на каждую ветвь стропа не превышала допустимой, указанной на бирке, клейме или надписи. В соответствии с действующими правилами Госгортехнадзора грузоподъемность стропов, имеющих несколько ветвей, рассчитывают с учетом угла между ветвями 90°. Поэтому, работая групповыми стропами, нужно лишь следить, чтобы угол а не превышал 45°. Если груз обвязывается одноветвевыми стропами, например, облегченными, рассчитанными на вертикальное положение (α = 0°), то возникает необходимость учитывать изменения угла и, следовательно, нагрузки на ветви стропа.
При
строповке груза групповым стропом нагрузка на его ветви, если их более
трех, в
большинстве случаев распределяется неравномерно, поэтому стропальщик
должен
стремиться так зацепить груз, чтобы все ветви стропа после зацепления и
натяжения имели по возможности одинаковую длину, симметричность
расположения и
одинаковое натяжение.
Эксплуатация
стропов
По
длине и
грузоподъемности стропы нужно подбирать с учетом массы и габаритов
основных
видов транспортируемых грузов на данном участке. Не следует
изготавливать
стропы излишне длинными с большими петлями и завышенной
грузоподъемностью, ими
неудобно работать. При резких перегибах на острых углах и выступах для
предохранения от преждевременного износа стропов необходимо применять
прокладки. Набор прокладок должен быть у каждого стропальщика. В
качестве
прокладок, кроме специально изготовленных, допускается использование
деревянных
брусков, досок, обрезков труб, прорезиненных ремней и т. п.
При
зацепке
груза нужно следить, чтобы места под строповку (цапфы, крюки, петли,
проушины,
особенно окна, вырезы после газовой сварки) были хорошо зачищены и
закруглены.
Проушины петли и крюки тары, предназначенной для транспортирования
мелких
деталей, стружки, отходов должны быть круглого сечения и по диаметру не
меньше
двух диаметров каната стропа. Для удобства транспортирования и
кантования
громоздких предметов большой массы на них должны быть предусмотрены
специальные
монтажные петли, окна и т. д.
Во
время
строповки груза необходимо следить за тем, чтобы на стропе не появилось
петель
или вытягивания отдельных прядей. Это влечет за собой преждевременный
износ
каната. Для предохранения и предотвращения перетирания всего каната и
отдельных
его проволок при подъеме груза нужно следить, чтобы он был зацеплен по
центру
тяжести, а концы стропа имели необходимую симметричность и по
возможности
равную длину. Надо избегать зацепление стропов между деталями и
вытягивания их
из-под груза с помощью крана, для чего под груз следует заранее
укладывать
подкладки или прокладки.
Учитывая,
что кантование деталей на кантовательных участках (площадках) безопасно
из-за
отсутствия на них людей и что при нем происходит интенсивный износ
канатов,
стропы 100 %-ной годности на этой операции применять нежелательно,
лучше
использовать изношенные стропы с несколько большей грузоподъемностью.
При
транспортировании деталей и узлов с острыми кромками лучше применять
цепные или
комбинированные стропы с цепными вставками. Срок службы стропов с
навесными
грузозахватными приспособлениями гораздо продолжительнее, чем стропов,
предназначенных для обвязки грузов, так как канаты или цепи этих
захватов не
касаются непосредственно груза, вследствие чего они имеют меньший
износ.
Поэтому основным направлением развития грузозахватных средств является
максимальное внедрение именно таких приспособлений.
Срок
службы
стропов во многом зависит от условий их хранения. Для этого надо
оборудовать
специальные площадки, закрытые от дождя и снега. Легкие стропы лучше
хранить в
подвешенном состоянии, чтобы они не заплетались, а тяжелые —
на деревянных
подставках отдельно друг от друга и от другого инструмента и
оборудования.
Площадки должны быть сухими и чистыми. После работы стропы следует
протереть,
прочистить и смазать. В процессе эксплуатации их надо регулярно
подвергать
техническим освидетельствованиям.
Техническое
освидетельствование
грузозахватных средств
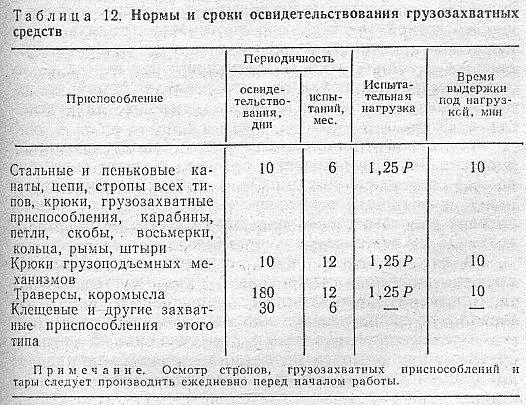
Техническое
состояние грузозахватных приспособлений проверяют осмотром и
испытанием.
Освидетельствованию они подлежат (табл. 12) перед вводом в эксплуатацию
и
периодически во время работы. Грузозахватные приспособления можно не
испытывать, если они новые, испытаны заводом-изготовителем и не имеют
внешних
дефектов. При осмотре грузозахватного приспособления проверяют его
общее
состояние и степень износа зажимов, гаек, шплинтов, заплеток, сварных
соединений, брони и т. п. Если грузозахватные приспособления не
забракованы при
внешнем осмотре, то их испытывают под нагрузкой. Для этого по паспорту,
журналу
или расчетом определяют предельную рабочую нагрузку. По рабочей
нагрузке
подбирается испытательная, равная 1,25 рабочей нагрузки.
Во
время
испытания тарированный груз захватывают испытуемым приспособлением,
приподнимают краном на высоту 200—300 мм от уровня пола и
выдерживают на весу
10 мин. На многих заводах существуют стационарные испытательные стенды.
Если
после испытания на приспособлении не обнаруживается повреждений,
обрывов,
трещин, остаточных деформаций, то оно считается годным. Остаточные
деформации
определяют сопоставлением номинальных размеров элементов
грузозахватного
приспособления до испытания с фактическими размерами после испытания.
Если
детали приспособления получили недопустимые по нормам остаточные
деформации, то
к эксплуатации оно допускается только после тщательного осмотра и
пересчета на
новую грузоподъемность, а также после последующего испытания, К
испытанному
приспособлению прикрепляют бирку, на которой указывают номер,
грузоподъемность,
дату испытания.
Результаты
освидетельствования заносят в журнал регистрации грузозахватных
средств. Журнал
содержит полные сведения о каждом приспособлении: порядковый номер,
назначение,
техническая характеристика, наименование завода-изготовителя, дату
изготовления, заключение ОТК о результатах испытания.
На
каждом
предприятии, строительстве, базе, где имеются грузоподъемные краны,
назначают
специалиста, инженера или техника-механика, ответственного за
безопасную
эксплуатацию кранов, грузозахватных средств и техническое
освидетельствование
их. В крупных организациях инженер по надзору может быть наделен
правами
инспектора Госгортехнадзора СССР.
При
выполнении ремонтных и монтажных работ металлургического оборудования,
а также
при выполнении разовых подъемов и перемещений отдельных грузов
изготовление
специальных сложных приспособлений дорого, трудоемко и занимает
значительное
время.
При
выполнении таких работ стропальщик, как правило, пользуется отрезками
канатов
или универсальными стропами, применяя для строповки груза различные
узлы и
петли.
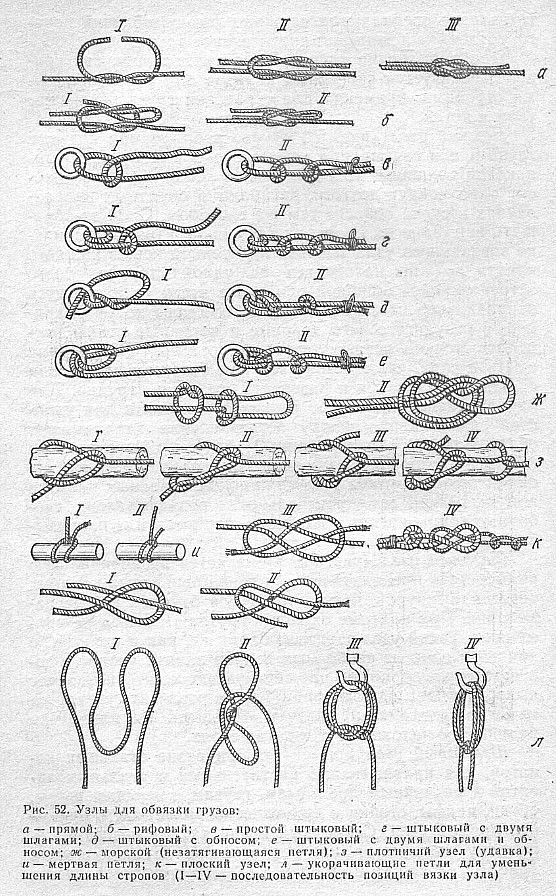
Прямой
узел (рис. 52, а)
употребляют при подъеме
груза и для связывания концов строповых канатов одинаковой толщины. Для
его
увязки концы канатов обносят один вокруг другого, загибают в обратных
направлениях и снова обносят тем же способом. Следует обращать внимание
на
правильность вязки узла: у правильно завязанного узла ходовой и
коренной концы
каждого каната должны находиться на одной стороне. Часто встречающейся
ошибкой
при вязке этого узла является неправильное направление второго обноса
ходовых
концов, в результате чего ходовые и коренные концы располагаются по
разные
стороны петель. Необходимо иметь в виду, что прямой узел при большом
натяжении
сильно затягивается и развязать его очень трудно. Для предохранения
каната от
резких перегибов и для удобства развязывания между петлями узла
закладывают
обрезок трубы или деревянный брусок. Нагруженные концы канатов при
натяжении
должны находиться на одной прямой, чтобы узел сращенных стальных
канатов под
нагрузкой самопроизвольно не развязывался, свободные концы крепят к
коренным
зажимам или привязывают проволокой.
Рифовый
узел (рис. 52, б)
является разновидностью
прямого. Он предназначен для вязки пеньковых канатов, веревок и шнуров,
когда
требуется быстрое его развязывание. При подъеме тяжелых грузов этот
узел не
применяют. Такой узел завязывают так же, как и прямой, но при этом один
из
свободных концов каната вводят в соответствующую петлю сложенным вдвое,
что
позволяет выдергиванием одного конца быстро развязать узел. При вязке
рифового
узла следует обращать внимание на правильное положение концов в петлях.
Штыковый
узел применяют при
вязке стальных
канатов, для привязывания растительных и стальных канатов к различным
предметам,
грузам, имеющим рымы, обухи, цапфы, стойки и др., когда не может быть
применен
прямой узел. Свободный конец каната крепят к коренному зажимами или
проволокой.
Простой штык (рис. 52, в) вяжут следующим образом: ходовой конец,
заведенный за
рым или обведенный вокруг стойки, обносят вокруг коренной части каната
и
пропускают в образовавшуюся петлю. При этом образуется полуштык. Такую
операцию
повторяют 1—2 раза, а ходовой конец прочно прикрепляют к
коренному мягкой
проволокой. Штык с двумя шлагами (рис. 52, г) применяют для крепления
стальных
канатов к другим предметам и в случаях, когда канат подвергается
сильному
натяжению. При завязывании узла свободный ходовой конец обносят вокруг
предмета
2 раза и далее вяжут, как простой штык, с креплением свободного конца к
коренному. Штык с обносом (рис. 52, д, е) используют в тех же случаях,
что и
штык с двумя шлагами. Однако для привязывания стальных канатов
использовать его
не следует из-за сильного излома в обносной петле.
Морской
узел (рис. 52, ж)
употребляют для
образования временных незатягивающихся петель при подъеме, подвешивании
на
крюк, подтаскивания грузов, при закреплении канатов к деталям большого
размера.
Узел хорошо держит груз, легко и просто развязывается, свободный конец
не
требует специального крепления.
Плотничий
узел — удавку (рис. 52, з)
— используют для вязки
концов пеньковых канатов при подъеме легких грузов. Он крепко
затягивается,
хорошо держит, удобен при подъеме гладких предметов. Для его
завязывания конец
каната обносят вокруг предмета, огибают коренную часть (I) и, несколько
раз
оборачивая вокруг наложенного на предмет шлага, образуют узел (III).
Для
увеличения прочности узла его можно дополнить отдельным шлагом (IV). В
этом
случае узел именуют удавкой со шлагом.
Мертвую
петлю (рис. 52, и)
используют при
строповке различных тяжелых и легких грузов, малогабаритных и
громоздких
конструкций универсальными и облегченными стропами для подъема и
перемещения.
Мертвая петля крепко зажимает предмет, легко его поднимает, легко
развязывается. Для подвешивания каната к крюку крана такую петлю не
применяют,
так как возможно ее самопроизвольное отцепление. При применении мертвой
петли
Для строповки грузов на одном конце каната петли его надо укладывать
вплотную,
оставляя свободный конец длиной не менее 20 диаметров каната.
Плоский
узел (рис. 52, к)
служит для связывания
канатов различной толщины (при соотношении диаметров 1:2), а также для
связывания стальных канатов, так как в этом случае канат подвергается
меньшим
пережатиям и изломам, чем при других узлах. Завязывать этот узел
удобнее,
разложив концы канатов на ровной поверхности. Конец более толстого
троса
укладывают в виде петли, а более тонкого — подкладывают под
петлю и последовательно
проводят сверху коренного конца под ходовой конец толстого каната.
Затем тонкий
канат проводят сверху петли толстого каната, но под своей коренной
частью.
После этого ходовые концы канатов завязывают полуштыками (петлями
вокруг
коренных частей) и закрепляют тонким линем или мягкой проволокой в
случае стальных
канатов.
Узел
для уменьшения
длины стропа
(рис. 52,л). Вяжут узел следующим образом. Укорачиваемый строп
укладывают на
ровной поверхности и делают две петли (I), затем одну петлю обносят
вокруг
другой (II) и обе петли накладывают на крюк (III). После этого строп
оказывается укороченным на длину одной петли (IV). Узел развязывается
сам после
снятия петель с крюка.
Гачные
узлы служат для
присоединения свободного
конца каната к крюку. Ходовой конец обводят вокруг спинки крюка,
закладывают в
зев и накрывают коренной частью каната (рис. 53„а). Оба конца
каната скрепляют
под крюком мягкой проволокой. Для лучшего удержания каната при вязке
узла
ходовой конец обносят вокруг спинки крюка дважды (рис. 53, б), а также
заводят
в зев крюка и накрывают коренной частью каната. Узел, завязанный таким
образом,
именуют гачным узлом со шлагом. После завязывания узлов обоими
способами
обязательно следует проверить положение коренной части каната, которая
должна
прижимать ходовой конец к крюку в его зеве.
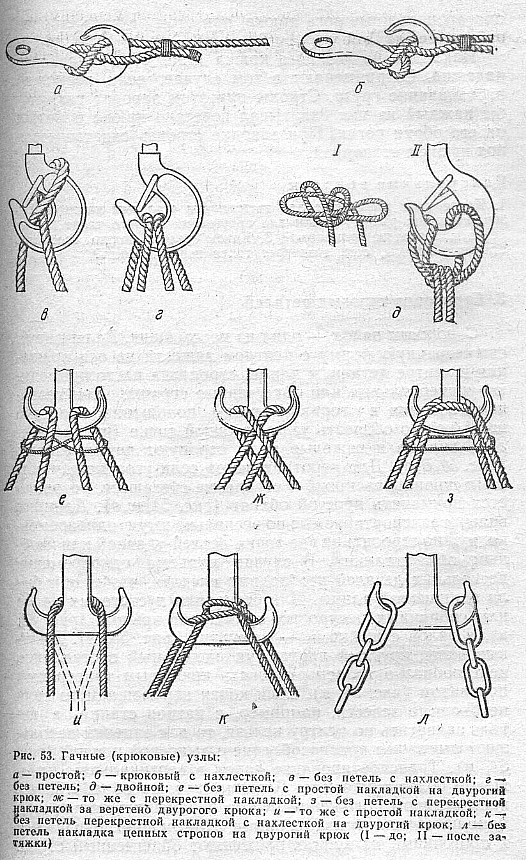
Крановые
гачные узлы употребляют при надевании стропов на двурогие крюки кранов.
Существует три способа завязывания узла. Во всех случаях стропы следует
выравнивать при малых напряжениях. При простой накладке стропов на рога
крюков
(рис. 53, в—е) стропы под крюком для укорачивания и повышения
безопасности
проведения работ схватываются стопоркой, изготовленной из стального
каната
сплеснпванием в форме кольца. Длина стопорки должна быть такой, чтобы
при
натянутых стропах она удерживала их и в то же время не могла быть
оборвана при
натяжении стропов. При перекрестной накладке (рис. 53, ж) стропы
ложатся на противоположные
рога крюка, при этом один из стропов прижимает другой.
Накладка
на
два рога крюка (рис. 53, з) наиболее надежна. Ее применяют в том
случае, если
возможно раскачивание груза. Стропы при этом заводят так, чтобы каждый
из них
охватывал веретено крюка и лежал на его обоих рогах. При заводке стропы
схватываются
под крюком стопоркой.
Контрольные
вопросы
1.
Какие узлы применяют
для застроповки стальным канатом грузов, имеющих рымы, стойки или
проушины? 2.
Что такое гачные петли и когда их применяют? 3. Каким узлом можно
связывать
стальные канаты, если возникает такая необходимость?
Строповка
валов —
одна из простейших. Валы имеют
симметричную форму с центром тяжести по оси вращения в центре детали, и
для их
строповки часто применяют универсальные или облегченные стропы. Для
транспортирования в горизонтальном положении короткие валы можно
обвязать узлом
в одной точке (рис. 54, а— г). Длинные и тяжелые валы
стропуют двумя узлами
(рис. 54, д, е). Для коротких валов, если угол между ветвями стропа
маленький и
стропы не сбегаются, разрешается применять простой обхват (рис. 54, ж,
з). Длинные
валы, транспортируемые по несколько штук одновременно, нужно стропить
за две
точки петлей-удавкой или двойным обматыванием. В случае подъема
одновременно
нескольких деталей необходимо следить, чтобы они были одинаковой длины.
Для
строповки пустотелых валов или собранных центровых применяют крючки
(рис. 54,
и), а валов с шейками — хомутики (рис. 54, л). Длинные валы,
круглый прокат,
укладываемый в стеллажи, целесообразно транспортировать крюковым
траверсным
подхватом (рис. 54, /с). Если конец перемещаемого вала необходимо
завести,
например, в патрон станка, а деталь захватить по центру нельзя, то для
зацепки
используют рычажное приспособление с выносной плитой (рис. 54, м).
Транспортирование валов в вертикальном положении более трудоемко.
Гладкие, хорошо
обработанные валы в таком положении можно перемещать только при помощи
специальных захватов. Для валов с буртиками и проточками на концах
применяют
облегченный строп.
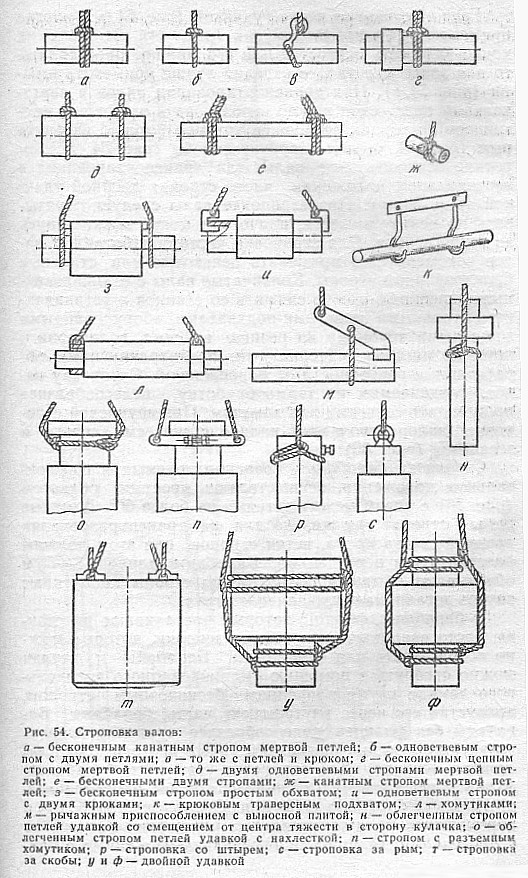
Груз
обвязывают петлей-удавкой (рис. 54, н), иногда применяют разъемный
хомутик (рис.
54, п). Если на конце вала есть отверстие или его можно просверлить, то
для
застропкп такого изделия лучше применять штыри (рис. 54,p). При
транспортировании валов в
вертикальном положении нужно использовать отверстия, имеющиеся на
торцах
деталей, в которые можно ввернуть рым (рис. 54, с) или закрепить скобы
(рис.
54, т). Короткие бочкообразные валы для транспортирования в
вертикальном
положении часто стропят двойной удавкой (рис. 54, у). При строповке
валы
следует обвязывать по центру тяжести, иначе они могут выскользнуть из
петли
стропа. Для строповки чисто обработанных валов рекомендуется применять
пеньковые или стальные бронированные стропы. Коленчатые валы с
отшлифованными
шейками можно снимать со станков и устанавливать стальными
крючками-подхватами,
оборудованными защитными трубками из резины, войлока, полимеров и
другими
мягкими материалами, предохраняющими обработанные поверхности от
повреждений.
Строповку валов, подаваемых на термообработку, целесообразнее
производить
серьгами или хомутом. При групповой строповке валов используют валики с
серьгами, серьги и звездочки (рис. 55).
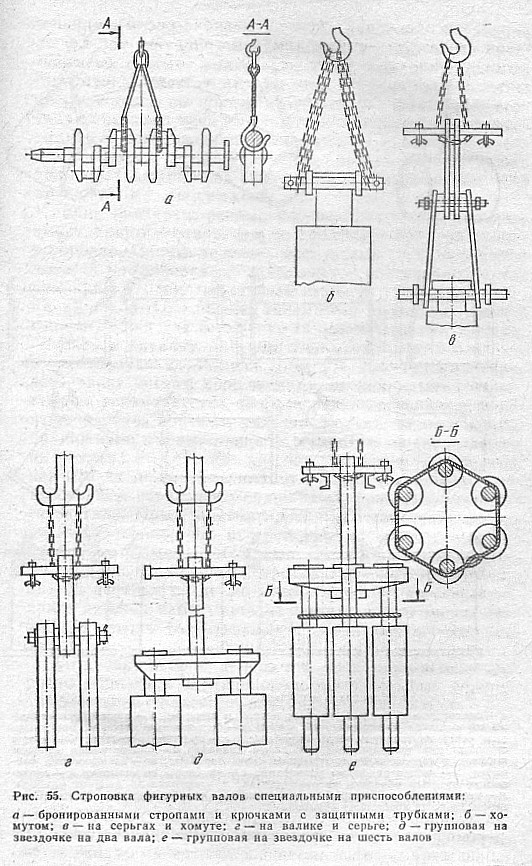
Строповку
барабанов,
транспортируемых в горизонтальном
положении, осуществляют простым обхватом (рис. 56) с углом между
ветвями не
более 60°. Длинные детали стропят так же, но для их
транспортирования применяют
два крана, ветви стропов при этом должны располагаться вертикально.
Барабаны
длиной 3—5 м обвязывают обычным обхватом, но стропы
пропускают внутрь детали,
надежно зацепляя груз.
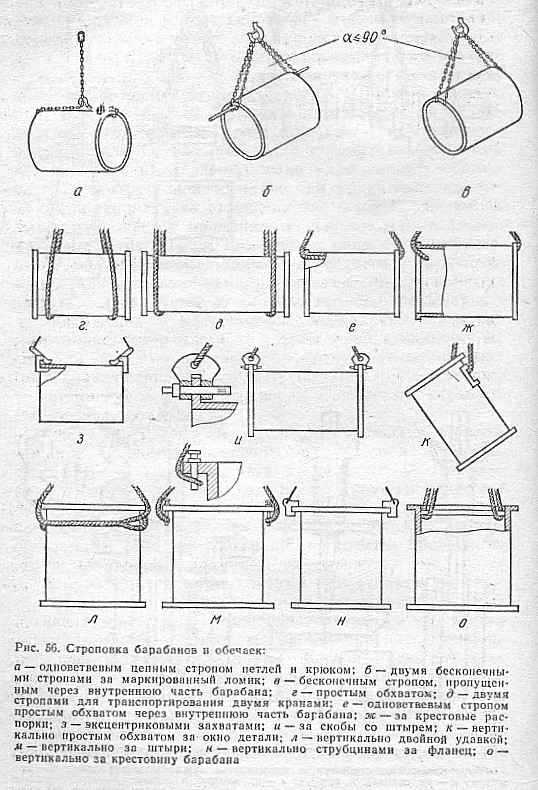
В
барабаны,
фланцы которых протачивают на станке, часто вваривают крестовые
распорки,
которые можно использовать для строповки. Барабаны и втулки можно
стропить с
помощью маркированного специального ломика двумя или одним бесконечным
стропом,
пропустив его через внутреннюю часть барабана. Барабаны без фланцев
целесообразнее транспортировать захватами, которые применяют также при
строповке листового металла. Для строповки тяжелых барабанов,
футерованных
изнутри, используют скобы, закрепляемые на фланцах барабана штырями.
Строповку
барабанов и перемещение их в вертикальном положении выполняют обхватом
за
отверстия, двойной удавкой, а также с применением штырей. Очень надежна
строповка барабанов за фланец струбцинами. Барабаны с центровыми
крестовинами
стропят универсальными или облегченными стропами за крестовину, при
этом петли
стропа должны располагаться по краям. Обечайки без фланцев в
вертикальном
положении стропят эксцентриковыми захватами. Так как большинство
барабанов
имеет высоту более 3—5 м, то обвязку их надо делать с
инвентарных лестниц.
Пользоваться
случайными
подставками для этой цели не допускается.
Если
шестерни, венцы, шкивы, маховики, бандажи имеют спицы и отверстия, то
последние
применяют при строповке. Спицы успешно используют для строповки деталей
в
горизонтальном положении облегченным стропом (рис. 57, ж), групповым
стропом с
крюками (рис. 57, з) и т. д. При четном числе спиц строповку детали
выполняют
на две ветви, при нечетном—на три, четыре.
Если в
деталях имеются отверстия, то для подъема их используют коромысла (рис.
57, к).
Транспортировать такие детали коромыслами за центральное отверстие не
рекомендуется, так как равновесия их при перевозке достичь почти не
удается.
Кольца, втулки, венцы, бандажи, не имеющие ступиц и спиц, в зависимости
от их
размера стропят на две или три ветви петлей-удавкой или двойным
обматыванием
обода. Перед транспортированием необходимо обязательно проверить
равновесие
детали. При транспортировании в вертикальном положении деталей с
отверстиями и
спицами можно применять облегченный строп (рис. 57, б, в) или коромысло
(рис.
57, д), а при строповке деталей типа втулок иногда используют
петлю-удавку
(рис. 57, г). При строповке деталей небольшого размера и малой массы
применяют
стропы из пеньковых или полимерных материалов.
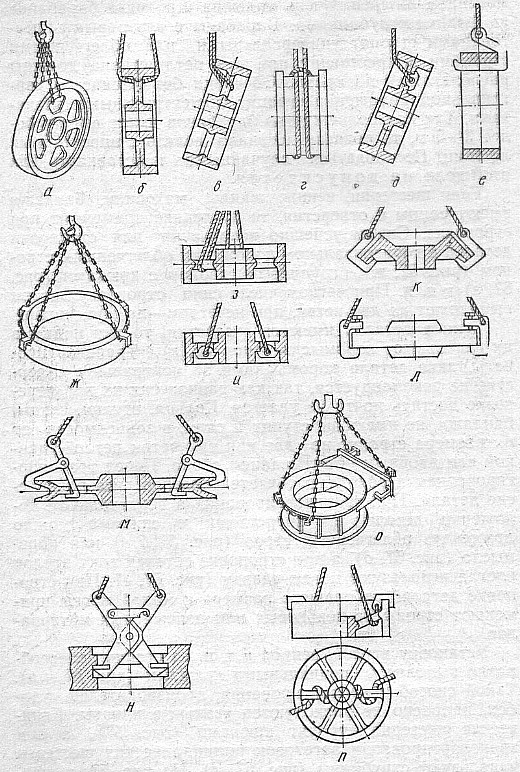
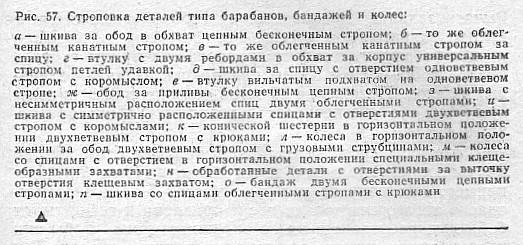
Установку
втулок, венцов и т. п. на станки целесообразно выполнять специальными
крюками
(рис. 57, и,з). Такой способ транспортирования производителен, удобен,
напрасно
не расходуются стальные канаты. Конические шестерни стропят крюками
(рис. 57),
а при транспортировании заготовок цилиндрических шестерен используют
струбцины
(рис. 57, л). На рис. 57, м изображена строповка блока приспособлением
клещеобразного
типа.
Если
деталь,
кроме центрового отверстия, захватить не за что, то применяют клещевые
захваты
(рис. 57, н).
Рычаги
захвата при натяжении стропов расходятся и крепко захватывают деталь.
Устойчивость детали при перевозке достигается регулированием ширины
губок в
пределах 50—70 мм путем приварки к захвату различных планок.
Положение рычагов
фиксируется откидным крючком, что обеспечивает безопасность
транспортирования
груза.
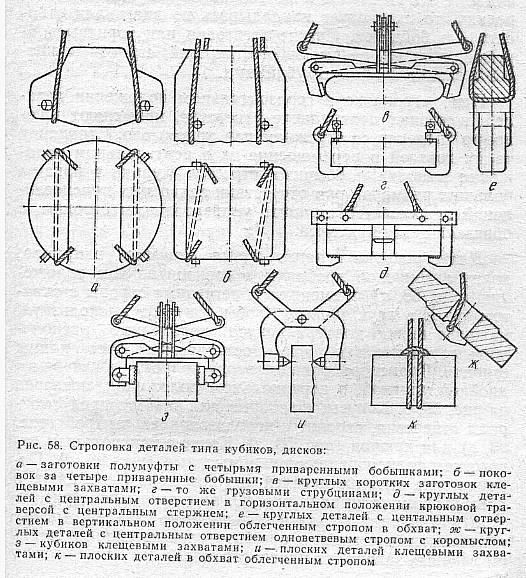
Сложность
строповки кубиков и дисков в том, что они не имеют специальных точек
захвата
(рис. 58). Например, заготовку полумуфты массой 5 т можно безопасно
застропить
только после приварки к ней четырех бобышек, расположив их по
окружности так,
чтобы они предохраняли стропы от соскальзывания с детали. Так стропят
поковки
массой до 20 т. Так как стропы при подъеме могут сползать не только
наружу, но
и на середину, то их следует накладывать по диагонали относительно
бобышек.
Легкие заготовки или торцевые обрезки деталей, не имеющие отверстий,
стропят
клещевыми захватами или струбцинами.
При
строповке в горизонтальном положении деталей, имеющих центральное
отверстие,
применяют крюковую траверсу со стрежнем или коромысло. Строповку таких
деталей
и перемещение их в вертикальном положении выполняют обычным стропом.
Кубики и
призмы больших размеров при отсутствии захватных приспособлений
разрешается
стропить универсальным стропом с обвязкой петлей-удавкой.
Для
строповки и
перемещения конусов, например,
корпуса конусной дробилки, в горизонтальном положении (рис.
59, а) применяют облегченные стропы с охватом груза в двух точках.
Чтобы конус
не выскользнул, нижнюю линию контура конуса необходимо расположить
горизонтально,
что достигается за счет длины стропов. Транспортирование этого конуса,
обвязанного двойной удавкой, в вертикальном положении, показано на рис.
59, б.
Конусы, у которых для захвата предусмотрены отверстия, стропят с
использованием
штырей (рис. 59, в) или крюков (рис. 59, г). Конус с центральным
отверстием
транспортируют коромыслами (рис. 59, д). Перемещение этих же деталей
конусом
вниз выполняют с применением струбцин (рис. 59, е) или штырей (рис. 59
ж, з).
Конусные детали в большинстве случаев стропят облегченными стропами с
обязательным использованием типовых захватных приспособлений.
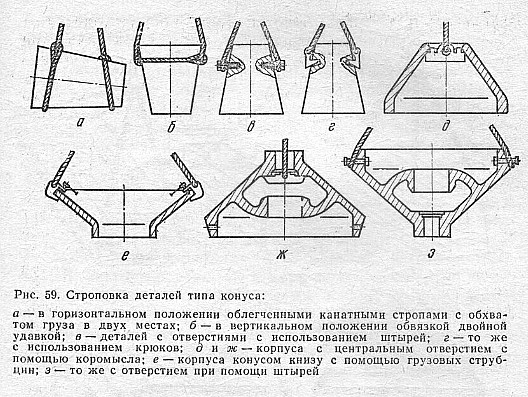
Строповку
корпусов и
рам осуществляют
за постоянные места зацепки: крюки, проушины, рымы и т. п. (рис. 60).
Строповку
корпусов в обычном рабочем положении можно производить на две ветви, а
при
транспортировании основанием вверх — за четыре, так как центр
тяжести детали в
последнем случае находится выше точек зацепки, и деталь неустойчива.
Корпуса,
имеющие фланцы, стропят универсальными или облегченными стропами,
струбцинами,
клещевыми захватами или крюками, а если во фланцах есть отверстия, то
применяют
штыри. Их используют для строповки также в тех случаях, когда в корпусе
предусмотрены отверстия под них. Строповку корпусов и рам с отверстиями
выполняют коромыслами или крюками. Рамы, собранные из профильного
металла,
можно стропить клещевыми захватами, соответствующими профилю металла.
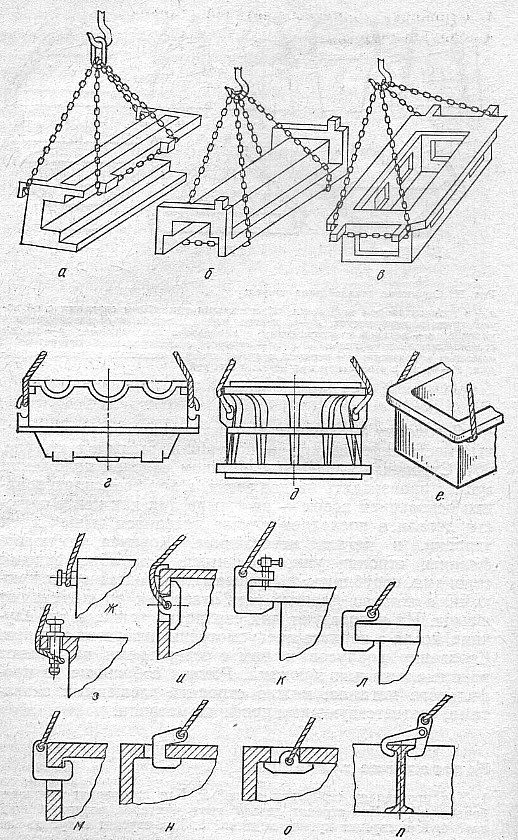
Контрольные
вопросы
1.
Как производят
строповку валов? 2. Как производят строповку барабанов? 3. Как стропят
детали
типа шестерен, венцов и шкивов? 4. Как стропят кубики и диски? 5. Как
стропят
конусные детали?
4. Строповка
корпусных деталей
станков и оборудования
Строповка
уникальных
деталей (станин
прокатных станов, траверс мощных прессов и дробилок и другие детали,
масса
которых превышает 75 т) иногда и не сложна, но трудоемка в связи с
большой
массой. Строповку очень тяжелых изделий выполняют стальными канатами
диаметром
50—65 мм на несколько ветвей, а поднимают их чаще двумя
кранами. При строповке
станины прокатного стана в обычном положении (масса 136 т) для обвязки
ее
применяют стальной строп диаметром 62 мм из восьми ветвей, из которых
четыре
ветви охватывают горловину, а остальные — цапфы (рис. 61). В
горловину станины
с двух сторон вставлены втулки с радиусными закруглениями, выполняющие
функцию
подкладок под стропы. Чтобы подкладки не выпали в момент подъема или
кантования, их скрепляют. Деталь транспортируют двумя кранами.
При
строповке станины с помощью коромысла к последнему приваривают скобы
для
центрирования стропов. Для уменьшения изгибающего момента коромысла под
него
подкладывают переходное кольцо с внутренним диаметром, меньшим, чем
диаметр
горловины.
Строповку,
транспортирование и кантование уникальных изделий необходимо выполнять
по
заранее разработанным технологическим схемам опытным стропальщикам под
непосредственным руководством инженерно-технических работников.
Строповку
машин и оборудования нужно производить за самые надежные места и, в
первую
очередь, за имеющиеся в нем специальные захватные устройства: проушины,
крюки,
цапфы, рымы и т. п. Если несколько механизмов смонтировано на общей
раме, то
весь узел нужно поднимать за нее. При строповке машин и оборудования
особое
внимание следует уделять устойчивости и равновесию их во время подъема,
транспортирования и установки на место. Машины и оборудование,
снабженные
инструкциями, паспортами, в которых указаны места зацепки груза,
стропят в
соответствии с предписываемой технологией.
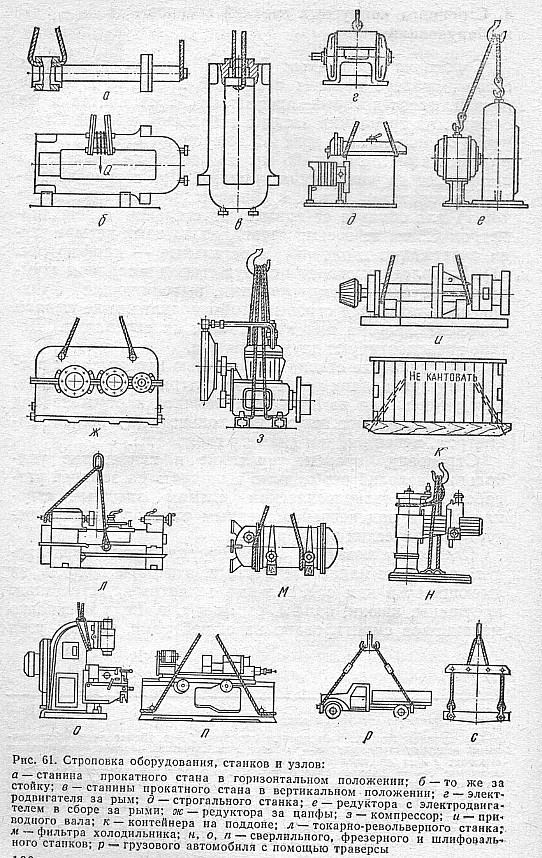
Электродвигатели,
редукторы, вентиляторы и другие узлы, машины и оборудование, снабженные
рымами,
проушинами, цапфами, стропят за эти приспособления облегченными или
групповыми
стропами (рис. 61, г—к). При подъеме вентилятора,
смонтированного на одной раме
с электродвигателем, главный строп нужно зацепить за вентилятор, а
вспомогательный — за электродвигатель, чтобы уравновесить
груз.
Поперечно-строгальный
станок стропят за его ползун (рис. 61, д). Обвязанный таким образом
станок
хорошо уравновешен, а ползун, являясь надежной частью станка,
обеспечивает
безопасность подъема. При строповке токарного станка основной строп с
коромыслом, опущенным под станину станка, крепят в точке, немного
смещенной от
центра тяжести вправо, к задней бабке, а дополнительный — к
передней бабке за
выступающую часть шпинделя или за вставленный в него штырь.
Строповку
компрессора массой 900 кг производят за основание по центру тяжести
двумя
облегченными стропами (рис. 61, з). Поскольку центр тяжести агрегата
находится
значительно выше места захвата, то транспортирование его в таком виде
опасно:
груз неустойчив, поэтому вверху компрессор привязывают дополнительным
стропом к
ветвям основного стропа. Дополнительный строп следует применять во всех
случаях, когда груз неустойчив и когда невозможно выполнить крепление
выше
центра тяжести (рис. 61, з, л).
Цилиндрические
детали, например, приводной вал дробилки (рис. 61, и), фильтр
холодильника,
устанавливаемые на железнодорожные платформы вместе с деревянными
рамами-прокладками, стропят облегченными или универсальными стропами
простым
обхватом или петлей-удавкой непосредственно за деталь.
Машины
и
оборудование в упаковке (рис. 61, к) стропят за рамы упаковки способом
обвязки
универсальными или облегченными стропами. В большинстве случаев рама
упаковки
несет незначительные изгибающие нагрузки, так как принимает ее вместе с
находящимся
в таре грузом и работает, главным образом, на сжатие. На упаковке часто
делают
пометки центра тяжести груза и точек застропки, обязательно указывается
масса
груза (нетто) и общая масса с тарой (брутто).
Машины
и
станки — наиболее разнообразный тип грузов, поэтому строповку
их выполняют
универсальными стропами. Их используют для подъема сверлильных (рис.
61, «),
фрезерных (рис. 61, о), шлифовальных (рис. 61, п) и других станков.
Однако при
разборке машин в отдельных случаях целесообразнее использовать
специальные
стропы (рис. 61, р).
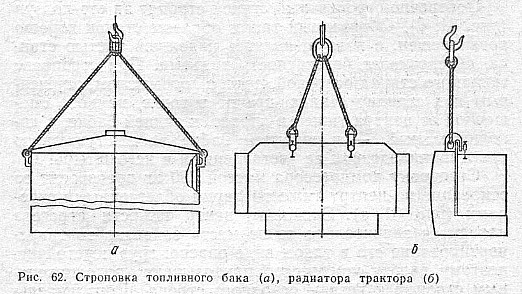
На рис.
62
показана строповка водяного радиатора трактора групповым стропом со
специальными крючьями, вставляемыми в отверстия боковин каркаса
радиатора. Бак
трактора стропят скобой-струбциной (рис. 62, б). Винт струбцины входит
в
отверстие на ребре бака и надежно удерживает узел. Строповка таких
узлов
универсальными или облегченными стропами неудобна и трудоемка, а с
помощью
специальных захватов и захватных средств проста, производительна и
безопасна.
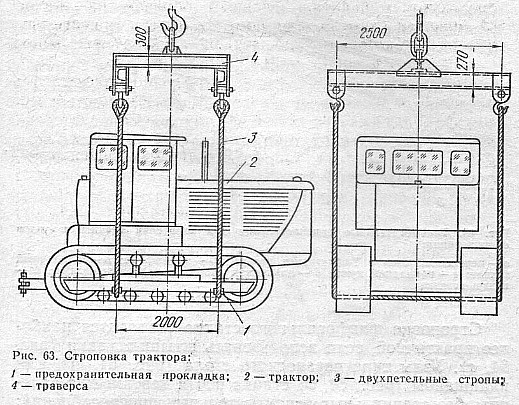
При
транспортировании
кранами тяжеловесных машин и агрегатов, чтобы предохранить их от порчи,
облегчить строповку применяют траверсы, конструкции которых выбирают в
зависимости от размеров и массы груза. Н-образная траверса (рис. 63)
грузоподъемностью 12 т, в комплекте с двумя облегченными стропами и
четырьмя
прямоугольными подкладками может служить для строповки трактора массой
11,5 т и
других машин и механизмов. Такое приспособление рентабельно и практично
при
разовых и редких подъемах.
В
процессе
серийного и массового производства продукции необходимы более
уникальные
грузозахватные средства.
Для
строповки, например, тракторов на Челябинском тракторном заводе
используют
приспособление, состоящее из рамной траверсы, по углам которой
закреплены
цепные стропы со специальными захватами на концах. Траверсу через
растяжки и
серьгу подвешивают на крюк крана, а захваты при строповке трактора
закрепляют
на рамах гусеничных тележек. Такое приспособление производительнее
описанного
выше, но более сложно в изготовлении, поэтому оправдывает себя лишь при
массовом выпуске машин.
Некоторые
станки и агрегаты не имеют удобных мест застропки, поэтому на ряде
машиностроительных заводов с целью облегчения строповки применяют
различные
вспомогательные приспособления (рис. 64). Сверлильный станок, например,
удобнее
стропить за скобы, закрепляемые на Т-образные пазы стола.
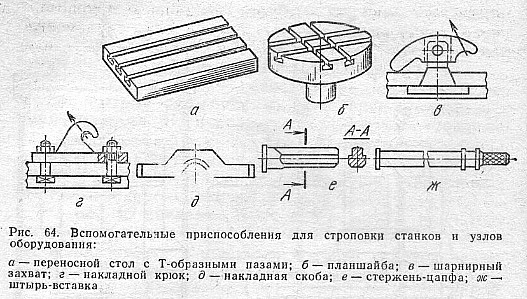
Строповка
шлифовального станка становится наиболее практичной, если использовать
штыри-вставки (рис. 64, в). Узлы типа переносного стола (рис. 64, а)
или
планшайбы (рис. 64, б) станка почти невозможно зацепить без специальных
вспомогательных приспособлений: шарнирного захвата (рис. 64, в),
накладного
крюка (рис. 64, г) или стержня-цапфы (рис. 64, е, ж), укрепляемых в
Т-образных
пазах столов и планшайб. Вспомогательные приспособления для строповки
станков
изготовляют различных размеров и грузоподъемностей по тем же
техническим
условиям, что и типовые грузозахватные средства.
Строповку
узлов, машин и оборудования нужно вести особенно осторожно,
предусмотрительно,
не спеша, всегда проверяя надежность обвязки пробными подъемами и
дополнительным осмотром; надо постоянно помнить, что груз
ответственный,
дорогостоящий и при авариях может полностью выйти из строя.
Контрольные
вопросы
1. Как
следует производить строповку станины
прокатного стана? 2. Как
следует
производить строповку электрооборудования? 3.
Как стропят станки? 4. Как стропят отдельные узлы машин?
5. Строповка изделий из
металлопроката
Гибкость
листового металла, отсутствие на нем грузозахватных устройств,
сравнительно
большие размеры по площади — все это затрудняет подъем и
перемещение его
обычными стропами без специальных приспособлений. Групповые стропы с
крюками
или карабинами пригодны лишь для строповки листов, поднимаемых
вертикально
(рис. 65, а). При таком способе обвязки стропы от резких перегибов и
деформаций
предохраняют подкладками. Чтобы обеспечить равновесие и надежный захват
поднимаемого листа, между ветвями стропа вставляют распорку, которая не
дает
канатам сближаться, сползать в какую-либо сторону.
Металлические
листы толщиной более 4 мм стропят рычажно-эксцентриковыми захватами
(рис. 65 б,
в).
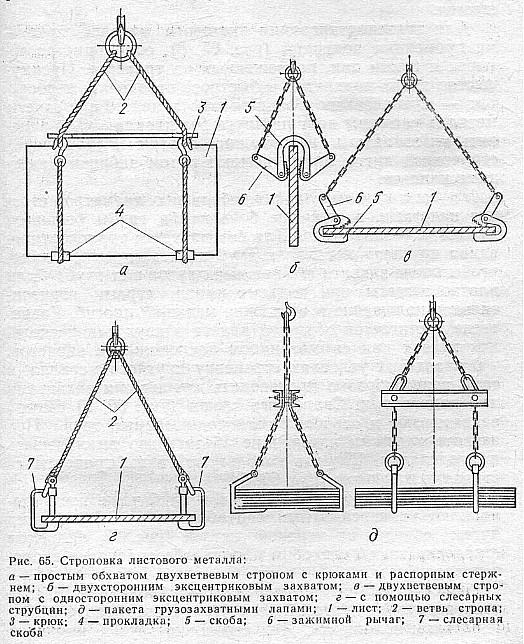
При
натяжении ветвей захвата лист под действием собственной массы
автоматически
зажимается рычагами в скобах. Зажимающий конец рычага имеет острую
насечку,
которая прочно удерживает металл от соскальзывания от скобы захвата.
Число
ветвей и захватов стропа подбирают в зависимости от габарита и массы
груза.
Вместо
рычажно-эксцентриковых захватов при подъеме листового металла, когда
объем
небольшой, а грузы единичные, используют грузозахватные или обычные
слесарные
струбцины (рис. 65, г). Поднимать ответственные грузы с помощью
слесарных
струбцин не разрешается.
Для
транспортирования листового металла пакетами применяют подхваты (рис.
65, д),
состоящие из четырех и шести лап, подвешенных на траверсе. Преимущество
таких
подхватов в быстроте строповки, недостаток — сравнительно
большая масса лап.
Если листы металла уложены друг на друга без прокладок, то зацепить их
захватами невозможно. В этом случае перед строповкой листы приподнимают
путем
забивки между ними клиньев.
Трубы и
круглый прокат небольших диаметров стропят пакетами, а тяжелые болванки
и трубы
большого диаметра — поштучно. Для безопасности
транспортирования круглого
металла и труб пакетами необходимо, чтобы после захвата его каждый
пруток или
труба были плотно зажаты, при подъеме имели строго горизонтальное
положение и
возможно меньший прогиб. Равновесие достигается обвязкой пакета в двух
или
нескольких местах при симметричном расположении захватов.
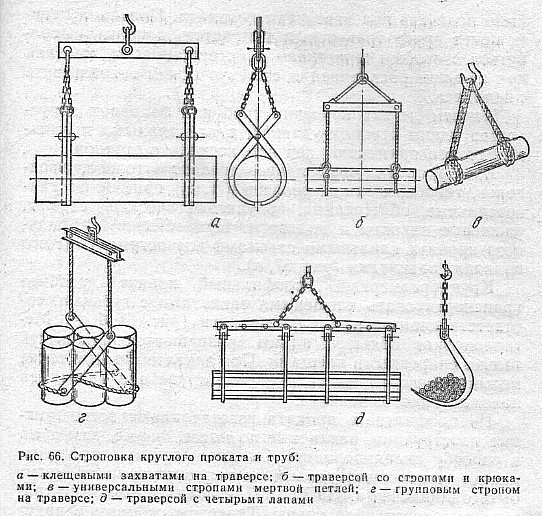
В
заводских
условиях строповку круглого металла и труб целесообразно производить
клещевыми
захватами или подхватами. Спаренные клещи (рис. 66, а) быстро
захватывают и
освобождают поднимаемый груз. При захвате клещами изделия не
обязательно
выкладывать на подкладки. Широко используют также траверсы со стропами
и крюком
(рис. 66, б).
Строповку
круглого металла и труб чаще всего выполняют универсальными или
облегченными
стропами путем обвязки их мертвой петлей (рис. 66, в). Хотя строповка
таким
способом проста и безопасна, но непроизводительна.
Толстые,
но
не длинные трубы и болванки иногда технологически целесообразнее
транспортировать в вертикальном положении. Для строповки грузов,
имеющих цилиндрическую
форму, применяют специальный
захват (рис. 66, г). Он состоит из траверсы с гибкими канатными
подвесками,
двух коромысел-рычагов, соединенных двумя тросовыми
полукольцами-петлями. При
зацепке петли одеваются на груз, а при подъеме захвата коромысла-рычаги
поворачиваются и гибкие петли стягивают его. С помощью такого захвата
изделия в
вертикальном положении молено транспортировать как поштучно, так и
небольшими
пакетами.
Для
подъема
труб и пруткового металла пакетами применяют траверсный подхват (рис.
66, д).
Он состоит из траверсы и двух или нескольких лап, соединенных с ней
шарнирно. В
зависимости от длины поднимаемого груза лапы могут располагаться на
разном
расстоянии друг от друга. Пакет металла, предназначенный для подъема
траверсным
подхватом, предварительно выкладывается на подкладки такой высоты,
чтобы можно было
подвести под него лапы подхвата. Подъем и перемещение груза траверсным
подхватом должны выполняться с особым вниманием и осторожностью, так
как при
сильном раскачивании его груз может соскользнуть с подхвата.
Подъем
легких коротких труб или болванок допускается одним стропом-удавкой, а
для
тяжелых и длинных грузов применяют два или несколько стропов.
При
строповке профильного проката (уголков, швеллеров, тавровых балок,
рельсов и т.
д.) применяют универсальные, облегченные, полуавтоматические стропы,
клещевые
захваты и подхваты. При обвязке профильного проката канатными стропами
под
острые углы его подводят подкладки (рис. 67, а).
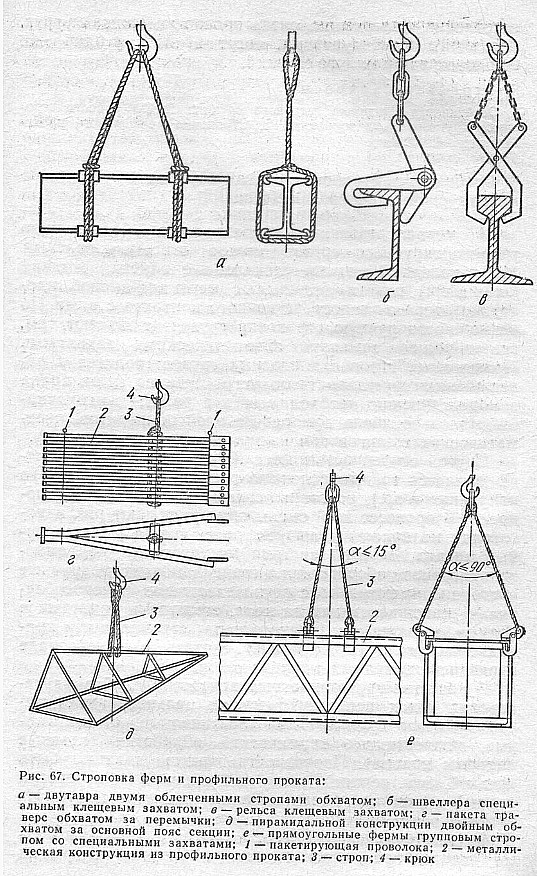
Крупноразмерный
профильный прокат удобнее транспортировать клещевыми захватами с
губками,
соответствующими профилю проката (рис. 67,6, в). Металлопрокат большой
длины
разрешается поднимать только спаренными клещами. При захвате в одной
точке
может произойти выскальзывание груза или внезапная поломка рычагов
захвата.
Из
профильного проката изготавливают всевозможные конструкции, различные
по массе,
форме, размерам и способу складирования. Однако приемы строповки иногда
совершенно разных металлоконструкций могут быть одинаковыми. На рис.
67, г
показана обвязка траверс высоковольтной опоры. Траверсы собраны в пакет
2, а
чтобы он не рассыпался, пакет скручен проволокой 1. Так как траверсы не
длинные, то пакет можно зацепить облегченным стропом 3 в одной точке за
перемычки, находящиеся по центру тяжести груза.
Облегченные
стропы, изготовленные из стальных канатов, обладают рядом преимуществ:
легки,
гибки и т. п., но быстро портятся от резких перегибов на углах
металлоконструкций, а на установку прокладок при строповке расходуется
дополнительное время.
Для
строповки легких и тяжеловесных металлоконструкций лучше применять
комбинированный строп (рис. 67, д). Строп дважды огибает основной пояс
секции,
крепко обхватывает его, поэтому не скользит по конструкции.
Для
транспортирования конструкций прямоугольной формы, собранных из угловой
стали,
выгоднее применять групповые стропы, снабженные специальными захватами
(рис.
67, е, ж). Такие захваты не сложны в изготовлении, долговечны, очень
прочно
удерживают груз, практичны в эксплуатации, могут цеплять уголки как
большого,
так и малого сечений.
Контрольные
вопросы
1.
Особенности
строповки листового металла. 2. Особенности строповки круглого
металлопроката.
3. Строповка профильного проката и изделии из него.
6. Особенности
строповки опасных
грузов металлургического производства
В
металлургическом производстве большинство транспортируемых грузов можно
отнести
к опасным (расплавленный металл, раскаленные слитки, жидкий шлак и
др.),
поэтому принимают меры для высвобождения человека от непосредственного
контакта
с ними. По возможности ручную строповку грузов исключают там, где ее
можно
заменить автоматическими захватами. Практически строповка опасных
грузов
сводится к навешиванию грузозахватного устройства на крюк крана и
подсоединению
необходимых для работы коммуникаций (электрокабеля при работе
электромагнитов,
пневматических шлангов при вакуумных захватах и т. п.).
Другой
особенностью металлургического производства является то, что основные
рабочие
(сталевар и его подручные и др.) постоянно связаны с операциями
строповки. В
процессе всей смены они принимают различного рода материалы и выпускают
в ковши
расплавленный металл. Во всей системе эксплуатации
подъемно-транспортного
оборудования сталевары и его подручные постоянно имеют дело с
грузозахватными
приспособлениями, навешиваемыми на кран, стальными канатами и цепями, а
также с
различного рода стропальными принадлежностями. То же можно сказать и о
персонале прокатных, доменных и других цехов.
В
качестве
грузозахватных приспособлений в мартеновских цехах используют крюки
цельнокованые (малые подъемы кранов) или пластинчатые, штампованные,
подвергнутые термической обработке (главные подъемы кранов).
Поверхность крюка
должна быть гладкой, без трещин. Крюки для подъема и перевозки ковшей с
расплавленным металлом должны иметь 12-кратный запас прочности.
Крюки
на
грузоподъемность свыше 3 т должны изготавливать вращающимися на
шариковых
закрытых опорах, за исключением крюков для разливочных и заливочных
кранов.
Подвеску крюка выполняют так, чтобы он мог свободно устанавливаться и
вращаться
при работе в соответствии с положением груза.
В
кованых
или штампованных крюках, рассчитанных на большую грузоподъемность,
очень трудно
выявить скрытые пороки, поэтому крюки для подъема ковшей с жидким
металлом
изготовляют путем соединения заклепками ряда пластин из листового
металла. При
такой конструкции устраняется возможность поломки всего крюка, а
поломку одной
из двух пластин легко и быстро обнаруживают и исправляют. Все крюки
имеют зев,
достаточный по размеру для помещения в нем канатов и цепей, с помощью
которых
подвешивают груз. Стержень кованого крюка в верхней части имеет
треугольную
нарезку для крюков грузоподъемностью более 10 т. На эту нарезку
навинчивают
гайку, которую закрепляют так, чтобы она не смогла ослабнуть или
отвернуться
при длительной работе. Для этого применяют шплинт или стопорную
пластину.
Нижняя поверхность гайки опирается на верхнюю обойму упорного
шарикового
подшипника. На всех крюках ставят клеймо завода-изготовителя с
указанием
грузоподъемности.
Для
транспортировки мостовым краном сыпучих грузов (кокса, угля, извести,
известняка, песка, глины) применяют грейферы. Простейший грейфер
— это стальной
ковш, разрезанный на челюсти, которые поворачиваются вокруг шарниров,
укрепленных на головке грейфера с помощью тяг. При ослаблении натяжения
канатов
траверса опускается под действием собственной массы, вследствие чего
челюсти
грейфера раскрываются. В таком виде грейфер опускают на материал. Затем
производят натяжение каната, при этом челюсти закрываются, захватывая
груз.
Конструкция грейфера должна исключать самопроизвольное раскрытие
челюстей.
Для
переноски
металла применяют электромагниты с механическими подхватами. Подъемная
сила
электромагнитов при перемещении металла, нагретого до 300°С,
остается почти без
изменения и ослабляется лишь при 600—700 °С. При
работе с горячим металлом
электромагнит сам нагревается и его подъемная сила быстро уменьшается,
вследствие чего груз, поднятый краном, может сорваться; поэтому должны
соблюдаться перерывы в работе для остывания электромагнита. Основной
недостаток
электромагнита заключается в том, что при отсутствии тока в сети,
коротком
замыкании или повреждении проводов исчезает его подъемная сила. Поэтому
на пути
движения электромагнита не должны находиться люди и размещаться
оборудование.
Для обеспечения надежности в работе электромагнит изготовляют с двойной
проводкой,
чтобы случайный обрыв одной из линии не привел к падению груза.
На
складах
готовой продукции для укладки металла в штабели, особенно длиной более
4 м,
применяют только четырехугольные магниты, оборудованные пратценами, т.
е.
механическими захватами. Механизмами захвата груза (клещами) оснащены
специальные краны, обслуживающие нагревательные колодцы прокатных
станов. Клещи
снабжены кернами, изготовленными из специальной стали, с наплавкой
рабочей
части твердыми сплавами. Для безопасной погрузки слитков стриппер-ными
кранами
применяют клещи, состоящие из двух траверс, клещевин и центрального
болта,
вращающегося на упорных подшипниках, уложенных в траверсах. При работе
с
клещами особое внимание обращают на болтовое соединение, так как в
случае
откручивания гайки возможны случаи падения груза в зоне, где производят
работы;
излом клещевины в момент подъема груза также представляет опасность для
подкранового рабочего.
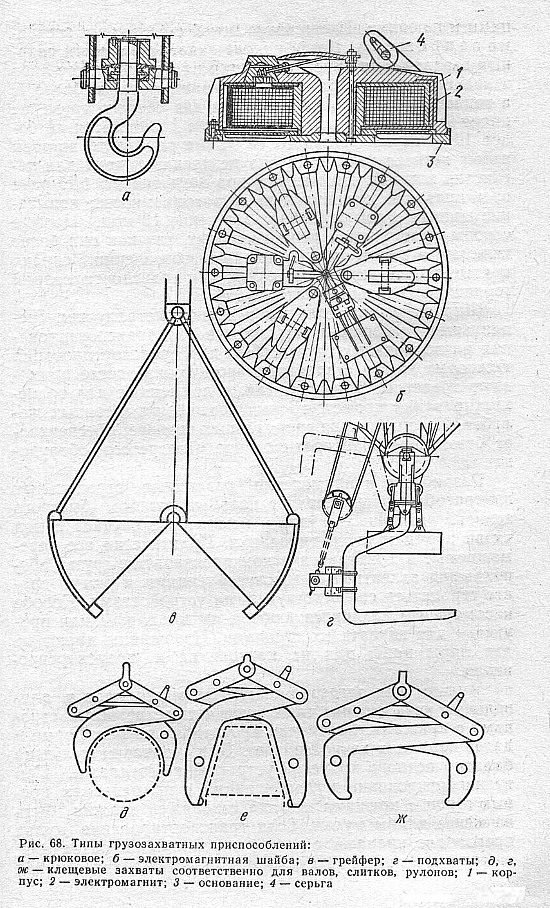
В
черной
металлургии применяют большое число разнообразных стропальных
приспособлений
(рис. 68). Находящиеся в эксплуатации стропы снабжают бирками с
указанием
номера, даты испытания и допустимой нагрузки. Все стропальные
приспособления
периодически, но не реже чем через каждые 10 дней, осматриваются лицом,
на
которое возложено их обслуживание; через каждые шесть месяцев их
испытывают
нагрузкой, вдвое превышающей номинальную.
Для
стропов,
предназначенных для подъема определенного груза, в расчет может быть
принят
фактический угол. При расчете стропов, предназначенных для подъема
груза с
обвязкой или зацепкой крюками, кольцами или серьгами, коэффициент
запаса
прочности канатов принимается равным не менее 6. Конструкция
многоветвевых
стропов должна обеспечивать равномерное натяжение всех ветвей. При
перемещении
грузов с острыми кромками под канатные стропы подкладывают мягкие
прокладки или
специальные угольники.
В
черной
металлургии для подвешивания груза применяют обычные сварные
некалиброванные
цепи с кольцами и крюками. Применение цепей с длинными звеньями
запрещено.
Коэффициент запаса прочности сварных стропальных цепей, имеющих на
концах
какое-либо захватное приспособление, принимают равным более 5, а цепных
строп,
предназначенных для обвязки груза, не менее 6. Износ звена сварной цепи
допускается не более 10% первоначального ее диаметра. После вставки
новых
звеньев цепь, если она не предназначена для перевозки ковшей,
испытывают под
нагрузкой, в 1,25 раза превышающей номинальную грузоподъемность;
испытание
цепных строп проводят в течение 10 мин. Цепные стропы применяются реже
канатных, так как они более тяжелые и более трудоемкие в изготовлении,
однако
ценные стропы часто применяют при транспортировании горячих,
раскаленных
материалов.
Широко
распространены в черной металлургии специальные траверсы, используемые
для
транспортирования разнообразных грузов. Так, для транспортирования
шлаковых чаш
в сталеплавильном производстве применяют траверсы. Траверсы также
применяют для
транспортирования промежуточных ковшей, раздвоенных желобов.
Использование
специальных траверс обеспечивает безопасное транспортирование
разогретого
оборудования.
Разработка
и
применение различных стропальных приспособлений преследует цель
надежного,
быстрого захвата различных грузов и исключение случаев срыва их во
время
транспортирования. Практически все перемещаемые в металлургическом
производстве
грузы, оборудованы захватными приспособлениями и могут просто
стропиться
соответствующими устройствами. Короба и саморазгружающиеся кюбели имеют
цапфы
или проушины для захвата их стропами. Изложницы имеют по две пары цапф
для их
кантования и транспортирования.
Мульды
для
загрузки шихтовых материалов в плавильную печь стропят чаще всего
четырехветвевым стропом с крюками. Застропку производят на платформе и
далее
подают в печной пролет. Для установки мульд на балконе печного пролета
устраивают
стеллажи. При транспортировании мульд кранами с применением цепных
строп с
крюками ширина стеллажей должна быть не менее длины мульд. Если
транспортирование мульд производят кранами с механизированными
захватами,
ширину стеллажей определяют условиями захвата мульд рамами. Установку
мульд на
стеллажах производят без свесов и перекосов.
Сыпучие
материалы в цехах с напольными завалочными машинами доставляют, как
правило, на
рабочую площадку печи в специальных бункерах, оборудованных захватными
устройствами.
Контрольные
вопросы
1.
Какие особенности
строповки грузов на металлургическом производстве? 2. Как
транспортируют
сыпучие грузы? 3. Как транспортируют расплавленный металл?
Глава
VII КАНТОВАНИЕ
ГРУЗОВ
Кантованием
называют операцию переворачивания, повертывания груза из одного
положения в
другое. Кантование чаще всего вызывается технологией процессов
производства. В
металлургическом производстве — это разливка металла из печей
в ковши, из
ковшей в миксера, печи, изложницы и т. п. На машиностроительных
предприятиях
кантование необходимо производить при изменении операции обработки.
Прибегают к
кантованию изделий при проведении ремонтов, монтаже и демонтаже
оборудования.
Иногда кантование груза применяют в связи с необходимостью поставить
или
уложить груз в требуемое положение: из транспортного в рабочее и
наоборот.
В
процессе
изготовления детали и узлы часто подвергают неоднократному кантованию:
во время
ковки, механической обработки, гидро-пневмоочистки и т. д. В
зависимости от
площади цеха, оснащенности его, от формы и массы деталей, от массовости
производства выполняют разные виды кантования.
Ручное
кантование
Кантование
деталей массой до 100 кг выполняют с помощью монтировки (специального
лома) и
подкладок (рис. 69, а, б), для чего под деталь сначала подсовывают
загнутую
часть лома, приподнимают ее и подкладывают брусок, затем переворачивают
деталь
другим кон дом лома.
Профильный крупносортный металл (уголок, швеллеры, рельсы и т. п.) и
трубы
можно кантовать специальным инструментом, напоминающим гаечный ключ
(рис. 69,
в—о). Ручные кантователи (захватные рычаги) часто используют
для разворота
деталей и узлов, когда их поднимают не вручную, а кранами.
Кантование
грузов
механизмами
Детали
массой более 100 кг переворачивают специальными механическими
кантователями. Поворачивание
деталей вокруг продольной горизонтальной оси выполняют цепными
кантователями,
которые навешивают на крановые крюки; клещевыми
кантователями-манипуляторами,
получившими распространение в кузнечно-прессовом производстве и при
электросварочных работах. Поворот деталей вокруг вертикальной оси
выполняют с
помощью роликов, тележек, поворотных кругов, столов станков и т. п. Для
поворота (перестановки) деталей вокруг вертикальной оси на
Уралмашзаводе,
например, работают поворотные столы грузоподъемностью до 100 т (рис.
69, ж).
Конструкции
механических кантователей различны. Кантователь (рис. 69, е),
предназначенный
для переворачивания плоских заготовок, состоит из двух качающихся
столов 1 и 2
и двух шарнирно закрепленных на раме пневматических цилиндров 3. Столы
соединены со штоками цилиндров осями 4. Деталь, уложенная на стол 2,
после
включения обоих цилиндров, поворачивается примерно на
95—100° (на фигуре
изображено тонкими линиями) и перекидывается на стол 1. В вертикальном
положении
она удерживается упорами 5. При опускании столов в первоначальное
положение
деталь останется на столе 1 и ляжет обратной стороной вверх. На рис.
69, з
изображен обычный поворотный стол, устанавливаемый возле станка или на
станке.
Деталь, положенная на него краном, может поворачиваться в
горизонтальной
плоскости на любой угол.
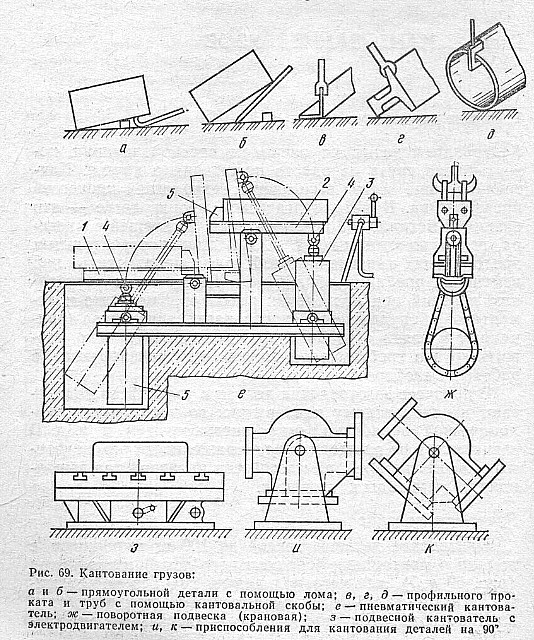
Несложное
приспособление (люлька) для кантования не тяжелых деталей на
90° показано на
рис. 69 и, к. Деталь ставят на кантователь до упора в вертикальную
стенку
качающегося угольника, который вместе с деталью поворачивают вручную за
рукоятку. При массе детали до 200 кг и длине рукоятки 250 мм усилие,
необходимое для поворота, не превышает 50—60 Н.
Цепной
электрокантователь (рис. 69, ж) предназначен для кантования деталей
массой до
200 т. Бесконечная роликовая цепь кантователя приводится в движение
электродвигателем через редукторы и вращается со скоростью
6—9 м/мин.
Подвешенные посредством скоб к крюкам кранов спаренные кантователи
могут
поворачивать и транспортировать детали от станка к станку, т. е.
использоваться
в качестве грузозахватного средства.
Для
кантования деталей серийного и массового производства должны
предусматриваться
специальные кантователи, устанавливаемые в потоке. При индивидуальном
производстве кантовальное оборудование обходится дорого, потому что
используется с малой нагрузкой. Единичные крупногабаритные детали
выгоднее
переворачивать и поворачивать на кантовальных площадках.
Кантование
грузов
кранами
Кантование
краном — это ответственная и трудоемкая операция, выполнение
которой доверяют
только опытным, технически подготовленным стропальщикам и крановщикам.
Перестановка и кантование сложных деталей иногда занимает от нескольких
часов
до полной смены и более. Поэтому правильная организация и выбор
наиболее
эффективного способа кантования влияют на повышение производительности
труда
станочников, на коэффициент использования оборудования. Кантование
деталей
может выполняться как одним краном, так и двумя спаренными, работающими
на
одних путях или на разных, в ярус, т. е. друг над другом, что часто
встречается
в современных высоких цехах.
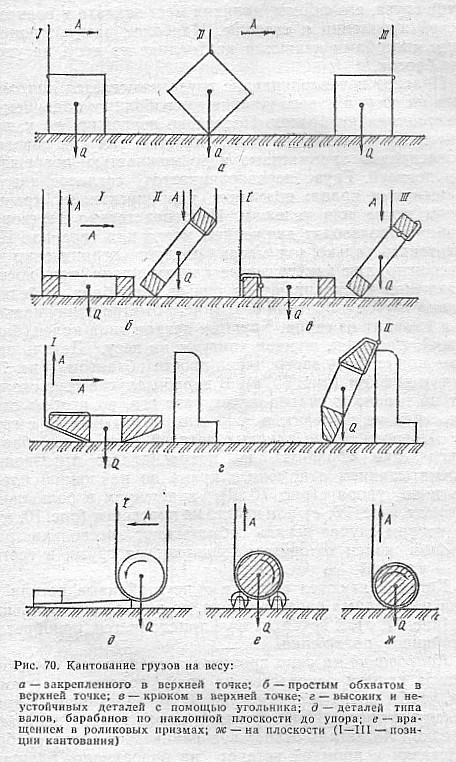
В
процессе
переворачивания груза очень важную роль играет положение его центра
тяжести.
Когда он расположен в пределах площади опоры (рис. 70, а, положение I),
деталь
находится в положении покоя. В момент подъема, когда центр тяжести
выйдет за
пределы опорной поверхности (положение II), деталь переворачивается и
падает на
другую плоскость (положение III). Следовательно, кантование основано на
принудительном смещении центра тяжести груза.
Кантование
можно производить плавно, рывками, ударами. Это зависит от того, в
какой точке
цепляется груз и за сколько ветвей стропа или за сколько точек груза.
Кантование груза, зацепленного в верхней точке (рис. 70, б, в), будет
плавным,
а зацепленного в нижней части груза (рис. 70, г) с ударом, так как в
последнем
случае груз ничем не удерживается и опрокидывается свободно. В
действительности
же при плавном кантовании получаются рывки. Это происходит от того, что
при
переворачивании детали стропы натягиваются наклонно. В момент
опрокидывания
груза они ослабевают, а затем снова натягиваются.
При
кантовании крупногабаритных деталей амплитуда свободного падения может
быть
большой, следовательно и рывки могут быть сильными. Ликвидировать их
полностью
почти невозможно, так как скорость падения груза намного превышает
скорость
движения механизмов любого крана.
Выбор
способа кантования зависит от массы и габаритов груза, его формы,
наличия мест
захвата и возможностей крепления к стропам. Наиболее распространенными
способами являются кантование на весу, на упор и на бросок.
Плавное
переворачивание груза называется кантованием на весу, а поворачивание
со
свободным падением— кантованием на бросок. Последнее
несложно, но к широкому
применению не рекомендуется, так как связано с опасностью травматизма и
возможностью повреждения деталей. Груз переворачивается согласованными
движениями крана: подъемом или опусканием крюка, ходом моста или
тележки.
Непосредственно переворачивание производят движением моста или тележки.
Использовать только ход моста следует ограниченно и осторожно, так как
грузовые
канаты крана при косом натяжении выскакивают из ручьев барабана
лебедки, сильно
трутся о буртики его, от чего быстро изнашиваются и выходят из строя.
Крупные
детали типа колец, бандажей, шестерен, шкивов кантуют на весу. Деталь
при этом
может быть застроплена просто обхватом (рис. 70, б) или крюком (рис.
70, в). В
первом случае груз скользит по стропу и сильно перетирает его, во
втором случае
строп не скользит, а свободно разматывается с груза. Поворачивание
круглых
деталей типа валов, барабанов при обработке и покраске их производят
перекатыванием с помощью крана по наклонной плоскости до упора (рис.
70, д),
вращением в роликовых призмах (рис. 70, е) или просто на плоскости
(рис. 70,
ж). Во втором случае деталь обматывают несколько раз стропом, конец
которого
закрепляют на грузе; в третьем — удавкой.
Когда
кантуются высокие и неустойчивые детали и если необходима
перестроповка, то
используют угольники (рис. 70, г), к которым груз прислоняется,
приобретая
устойчивое положение.
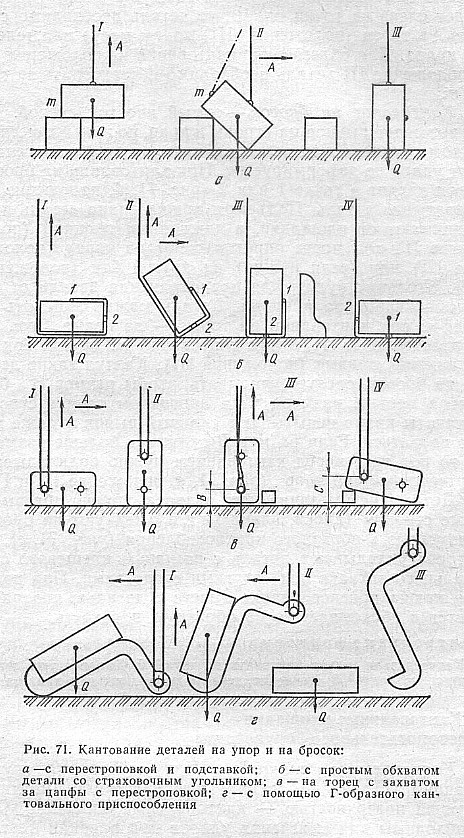
Кантование
на упор
происходит следующим образом. Деталь краном
опускается на край подставки (упор) так, чтобы
центр тяжести (рис. 71, а, положение I) пришелся вне опоры. При
опускании крюка
крана (показано стрелкой А) деталь станет поворачиваться вокруг ребра
подставки
и кромкой встанет на поверхность площадки (положение II). Если центр
тяжести
детали окажется за точкой опоры, то при дальнейшем опускании крюка
деталь сама
встанет на торец. Если же центр тяжести будет слева от точки опоры, то
деталь
необходимо ставить на торец (положение III) ходом моста или тележки
крана. Для
облегчения кантования из положения II в положение III деталь необходимо
перестропить за точку т.
Кантование
на бросок — самый простой
способ. Он не вызывает
рывков на стропы и кран, но приемлем лишь в том случае, когда
переворачиваемая
деталь массивна и от удара не деформируется. При кантовании на бросок
строп
крепят в точке 1 или 2 (рис. 71, б, положение I), обхватывая деталь.
Подъемом
крюка крана деталь приподнимают от площадки, а движением тележки
(положение II)
или моста опрокидывают на торец (положение III) или (если нужно) на
другой бок
(положение IV). Угольник нужен для предохранения детали от
переворачивания по
инерции. Деталь можно зацепить за цапфы: при кантовании на торец
— за левые
(рис. 71, в, положение I, II), а при кантовании на другой бок
— за нижние,
правые (положение III). Кантуя такие детали на бросок, следует
учитывать, чтобы
размер В был всегда меньше размера С; в противном случае стропы и
канаты крана
испытывают сильный рывок и даже могут порваться. Если размер В окажется
больше
размера С, то под груз перед кантованием нужно подкладывать
соответствующий
упор (рис. 71, в, положение III и IV).
Детали, не имеющие мест захвата, трудно обвязываемые стропом (диски, фланцы и т. п.) кантуют на бросок с помощью Г-образного приспособления (рис. 71, г), на которое укладывают деталь с помощью клещевого специального захвата или другими средствами. При подъеме крюка приспособление вместе с деталью поворачивается и сбрасывает ее на обратную плоскость.
Контрольные вопросы
1.
Какие детали можно
кантовать вручную? 2. Как кантуют детали с помощью крана? 3. Какие
механизмы
применяют для кантования?
2. Кантовальные
площадки
и вспомогательное оборудование
Кантовальные площадки.
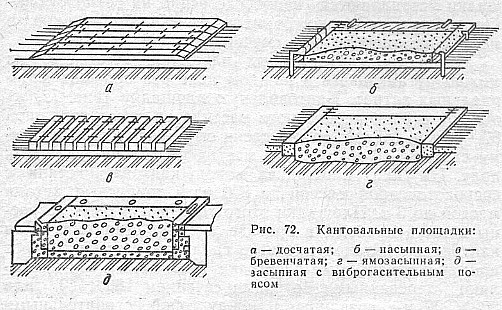 Для
кантования
грузов кранами
устраивают специальные участки с амортизирующей поверхностью
— кантовальные
площадки. Они необходимы для смягчения ударов при падении
переворачиваемых
грузов и предохранения деталей от поломки. Кантование груза на обычном
деревянном, каменном, асфальтовом или другом полу нежелательно, так как
поверхность его разрушается и возникают выбоины.
Для
кантования
грузов кранами
устраивают специальные участки с амортизирующей поверхностью
— кантовальные
площадки. Они необходимы для смягчения ударов при падении
переворачиваемых
грузов и предохранения деталей от поломки. Кантование груза на обычном
деревянном, каменном, асфальтовом или другом полу нежелательно, так как
поверхность его разрушается и возникают выбоины.
Типы и
размеры кантовальных площадок определяются размерами и массой
переворачиваемых
грузов, а также состоянием поверхности пола, плотностью расстановки
оборудования, шириной проходов и проездов, наличием свободных площадей
и др. В
цехах обработки и сборки тяжелых и крупных деталей кантовальные
площадки
устраиваются непосредственно на технологических линиях, недалеко от
металлорежущих станков, в местах, не опасных при случайном падении
груза.
Устройство
кантовальных площадок несложно, их можно организовать в каждом цехе без
больших
материальных затрат. Кантовальную площадку (рис. 72, а) делают в виде
деревянного настила из досок толщиной 60—70 мм. Между собою
доски скрепляют
строительными скобами. В нескольких местах настил пришивают к полу. На
таких
площадках можно кантовать детали с сосредоточенной массой до 800 кг и
корпусные
детали массой до 3 т. Площадки этого типа могут быть устроены даже в
проходе, в
проезде, между станками. Для кантования деталей среднего габарита
массой 4—6 т
применяют насыпные площадки (рис. 72, б). Их окаймляют деревянными
брусьями
сечением 180X180 или 200X200 мм, связанными между собой строительными
скобами.
Раму в нескольких местах штырями пришивают к полу. Амортизационный слой
из
мелкого щебня насыпают на 100—150 мм выше уровня брусьев. От
ударов груза о
щебень, последний постепенно размельчается и уплотняется, поэтому его
нужно по
мере необходимости пополнять так, чтобы он всегда доходил до уровня
брусьев.
Детали
массой 6—10 т можно кантовать на бревенчатом настиле (рис.
72, в), собранном из
брусьев сечением 250—300 мм.
Между
собой
брусья скрепляют скобами. Бревенчатый настил можно укладывать на любое
основание.
Ямозасыпная
кантовальная площадка (рис. 72, г) предназначена для кантования деталей
массой
50—100 т. Устройство ее подобно насыпной. Амортизационный
материал засыпают в
яму глубиной 500—600 мм, края которой окаймляют деревянными
брусьями сечением
200x200 мм. Над уровнем пола брусья должны выступать на 60—70
мм. Между собой
их скрепляют скобами. Гранитный или другой щебень насыпают на
100— 150 мм выше
уровня брусьев, а по мере необходимости пополняют.
Кантовальные
площадки, как правило, не имеют ограждений, так как практика показала,
что
ограждения мешают работать, а иногда сами служат причиной несчастных
случаев.
Ограждения площадки необходимы только с наиболее ответственных сторон,
при этом
они должны быть достаточно прочными, чтобы выдерживать случайные удары
кантуемых деталей. Все кантовальные площадки должны быть по ширине на
1—3 м
больше соответствующего габарита детали, а по длине вдвое превышать
его.
Вспомогательные
кантовальные приспособления. На кантовальных
участках (площадках), кроме стропов, должны
быть один — два угольника, несколько различных по высоте
подставок и призм,
одна — две балки для крепления угольников. Литые или сварные
двутавровые балки
(подставки) (рис. 73) по высоте делают от 500 до 1500 мм. Для удобства
транспортирования и облегчения их изготавливают с отверстиями.
Подставки могут
быть и без отверстий, но с цапфами для крепления строп, коробчатыми
пустотелыми.
Коробчатые подставки изготавливают размером 200—1000 мм.
Литой угольник
предназначен для упирания кантуемых деталей, его высота 2500 мм. Литая
монтажная балка необходима для крепления угольника. На площадке ее чуть
выше
уровня пола заливают бетоном. В верхней части балки простроган
Т-образный паз,
в который вставляют болты, закрепляющие угольник.
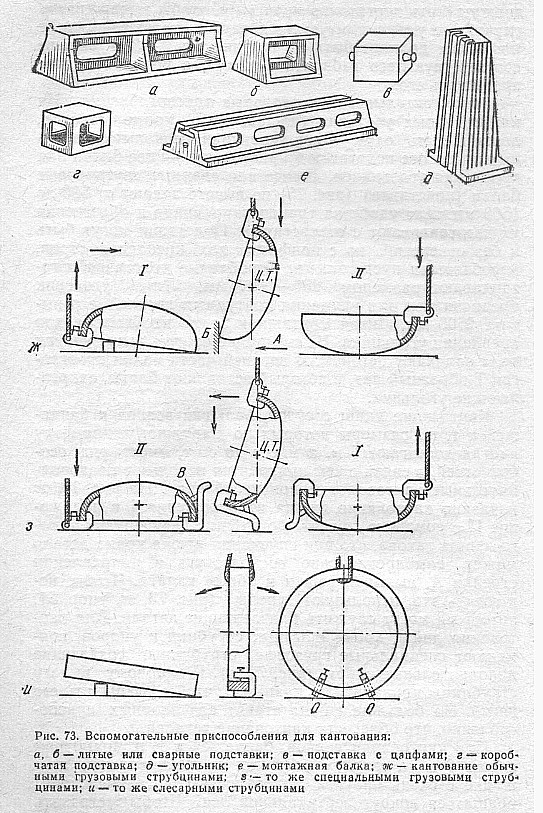
Кантование
днищ сосудов, больших венцов и бандажей и т. п., размеры которых по
наружному
диаметру иногда достигают 5 м, а масса до 30 т, имеет ряд особенностей,
в связи
с чем приходится использовать дополнительные кантовальные
приспособления. На
рис. 73, ж показано кантование днища из положения I в положение II с
помощью
грузовых струбцин. Особенность такого днища такова, что при опускании
крюка
крана деталь может самопроизвольно соскользнуть в направлении стрелки
Л,
вызывая рывки и обрыв каната. Чтобы исключить это, используют упоры
(рис. 73,
ж, упор Б), которыми могут служить близлежащие детали. Для кантования
днищ,
кроме обычных струбцин и упоров, применяют специальные грузовые
струбцины,
создающие дополнительные опоры (рис. 73, з). К опорному рычагу
струбцины
приваривают планку В, чтобы уменьшить его изгиб. На большие днища
ставят два
опорных приспособления, что облегчает кантование деталей.
При
кантовании
венцов, бандажей и т. п. диаметром свыше 2 м на твердом полу или на
кантовальной площадке с очень плотной поверхностью детали склонны
вращаться
вокруг вертикальной оси. Чтобы устранить это нежелательное явление, на
деталь в
точке О (рис. 73, и)
прикрепляют две слесарные или грузовые струбцины, тем самым создавая
временные
опоры.
Вспомогательные
приспособления хранят и эксплуатируют обычно так же, как и все
стропальные и
грузозахватные средства.
Контрольные
вопросы
1.
Как устроены
кантовальные площадки? 2. Какие вспомогательные приспособления должны
быть на
кантовальной площадке?
3. Особенности
кантования грузов в
металлургическом производстве
Технологический
процесс производства металла предусматривает кантование ковшей при
заливке
чугуна в миксеры.
Кантование
ковшей производят литейными кранами с двумя механизмами подъема.
Стропальщик в
этих случаях должен проверить крановые подвески с крюками и состояние
мест
захвата ковшей и, убедившись в их исправности, произвести застроповку
их.
Механизм наклона миксера работает автоматически без участия
стропальщиков.
Движением штанги с рейкой наклоняют миксер в сторону сливного желоба.
Возврат
миксера в исходное положение происходит под действием собственной
массы, так
как ось вращения миксера смещена на некоторую величину от его центра
тяжести.
Изложницы
кантуют с помощью строп на специальных площадках. Для этого они
оборудованы
двумя парами цапф.
На
блюмингах
и слябингах кантующий механизм расположен на линейке манипулятора и
передвигается.
Кантовальное
устройство для чугуновозных ковшей предназначено для кантования
чугуновозных
ковшей при разливке жидкого чугуна на стенде разливочной машины.
Электроплавильные
печи оснащены механизмом наклона, привод которых (гидравлический или
механический) служит для наклона печи на 40° в сторону
литейного пролета в
процессе слива металла и на 12° в сторону завалочного окна при
скачивании
шлака. Механизм имеет ограничители хода в обе стороны.
В
механизме
наклона печи предусмотрены два независимых электропривода для каждой из
зубчатых
реек. При выходе из строя одного из приводов печь можно наклонить
другим на
пониженной скорости.
Контрольные
вопросы
1.
Каковы особенности
кантования на металлургических предприятиях? 2. Как устроен кантователь
прокатных станов?
Глава VIII ТРАНСПОРТИРОВАНИЕ
ГРУЗОВ В МЕТАЛЛУРГИЧЕСКОМ ПРОИЗВОДСТВЕ
1. Опасные зоны
при перемещении
грузов кранами
В
металлургии для выполнения технологических операций применяют различные
по
назначению грузоподъемные краны: козловые, мостовые электрические, в
том числе
специальные металлургические, консольные.
Козловые
краны могут
перемещать грузы с
относительно большой скоростью, при этом не требуется возведения
дорогостоящих
надземных подкрановых эстакад. По конструктивным признакам козловые
краны
подразделяют на консольные и бесконсольные. Первые имеют пролетное
строение с
консолями для выхода грузовой тележки за габариты опор, что позволяет
перемещать груз через проемы опор за пределы пролетного строения. У
бесконсольных кранов такая возможность отсутствует, что несколько
упрощает
конструкцию, но делает эти краны менее эффективными при выполнении
погрузо-разгрузочных работ.
Мостовые электрические краны являются одним из наиболее распространенных типов грузоподъемных кранов в черной металлургии. Они различаются по назначению, грузоподъемности и конструкции. Мостовой электрический кран состоит из собственно моста крана с механизмом передвижения, грузовой тележки с подвеской и кабины управления. Кран перемещается вдоль цеха или рабочей площадки по подкрановым путям. В зависимости от назначения крана механизм подъема оснащают траверсами, клещами, пратценами, электромагнитом или грейфером. В отличие от крюкового крана на тележке грейферного, кроме механизма передвижения, установлены два одинаковых механизма: один — для подъема грейфера, другой — для его замыкания.
Для
выполнения вспомогательных технологических операций (перевозки
ферросплавов,
стопоров и др.) и ремонтных работ широкое распространение получили
консольные
краны. Они более маневрены, так как имеют свои, независимые от основных
технологических кранов подкрановые пути.
В
коксохимическом и агломерационном
производствах, на
угольных и рудных дворах козловые и мостовые краны используют для
выгрузки угля
и руды из вагонов, погрузки их в вагоны и приемные бункера, перемещения
угля и
руды из штабеля в штабель с целью усреднения состава шихты. В зоне
работы
козловых кранов люди обычно отсутствуют. Необходимо обеспечивать
безопасность
крановщика, ремонтного персонала, обслуживающего кран. Ремонтные работы
производят в неблагоприятных условиях, на открытом воздухе, зачастую
без
средств механизации. Поэтому безопасность персонала, обслуживающего
краны,
определяется правильной эксплуатацией и четкой организацией ремонтных
работ.
Козловые
краны оснащают следующими средствами сигнализации, приборами и
устройствами
безопасности: концевыми выключателями механизмов передвижения кранов,
грузовой
тележки, подъема грузозахватного органа; блокировкой двери входа в
кабину в
целях исключения передвижения крана с открытой дверью; ограничителями
перекоса
автоматического действия для предотвращения опрокидывания крана;
противоугонными устройствами; звуковым сигнальным прибором.
В
мартеновских и электросталеплавильных цехах многие технологические
операции
выполняют с помощью кранов. Миксерными кранами переливают чугун из
чугуновозных
ковшей в миксер. Погрузку лома и сыпучих материалов в шихтовых
отделениях
производят магнитными и грейферными кранами. В печном пролете
заливочным краном
заливают жидкий чугун в сталеплавильную печь, перевозят заправочные
машины,
бункера для подсыпки порогов и чугунозаливочные желоба. В разливочных
пролетах
кранами поднимают ковши со сталью, меняют шлаковые чаши, выполняют ряд
вспомогательных технологических операций, Практически вся площадь цехов
находится в зоне действия кранов. Кроме того, в зоне действия кранов
находится
разнообразное оборудование: завалочные машины, тепловозы, подающие
мульдовые
составы со скрапом и сыпучими материалами, составы с чугуновозными
ковшами,
изложницами для разливки стали. Специфика работы кранов в
сталеплавильных цехах
обусловливает необходимость обеспечения безопасности как крановщиков и
ремонтного персонала, так и технологического персонала, работающего в
зоне
действия крана.
Специальные
металлургические краны обеспечены следующими средствами безопасности:
ограничителями подъема и передвижения крана; ограждениями рабочих
площадок,
движущихся и вращающихся частей крана, токоведущих деталей;
блокировками
открывания двери, выходных люков на мост крана; звуковым сигналом. Для
обеспечения безопасности рабочих сталеплавильных цехов разрабатывают
четкие
организационно-технические мероприятия, регламентирующие порядок работы
оборудования цеха.
В
отделениях
раздевания слитков операции снятия изложниц со слитков кипящей стали,
прибыльных надставок и подрыва слитков спокойной стали производят
специальным
стрипперным краном. Он работает в условиях высокой тепловой
облученности от
нагретого металла, высоких температур и запыленности атмосферы. В зоне
действия
стрипперного крана работают рабочие данного отделения и рабочие
железнодорожных
цехов, сопровождающие состав с изложницами, ремонтный персонал,
обслуживающий
расположенные на рабочей площадке механизмы. Это обусловливает
необходимость
высокой квалификации персонала, обслуживающего машины, твердых знаний
правил
устройства и безопасной эксплуатации грузоподъемных машин. Стрипперные
краны
обеспечены следующими техническими средствами безопасности:
ограничителями
передвижения крана и его грузовых тележек; конечными выключателями
высоты
подъема слитков; ограждениями рабочих площадок, движущихся и
вращающихся частей
крана, токоведущих деталей; блокировками двери, выходных люков на мост
крана;
звуковым сигналом.
В
прокатных
цехах посадку слитков в нагревательные колодцы, выдачу слитков и
погрузку их на
слитковоз производят специальными клещевыми кранами. Они работают в
неблагоприятных
условиях высокой температуры воздуха и тепловой облученности. В зоне
действия
крана на площадке обслуживания нагревательных печей находится
технологический
персонал, а на нулевой отметке — рабочие железнодорожного
цеха. В прокатных
цехах операции по перемещению металла выполняют специальными
пратцен-кранами.
Это мостовые краны с лапами на траверсе, они служат для
транспортирования,
укладки в штабеля и погрузки металлопроката. На складах готовой
продукции ими
осуществляют погрузку готового проката в железнодорожные вагоны. В зоне
действия кранов на адъюстаже постоянно находятся рабочие по зачистке
металла,
погрузке его в железнодорожные вагоны, технологический и ремонтный
персонал, обслуживающий
оборудование. От правильной эксплуатации кранов в большой степени
зависит
безопасность работающих в прокатных цехах. Пратцен-краны оборудованы
специальными захватами металла, исключающими его падение при
транспортировке, а
также ограничителями высоты подъема груза и передвижения крана и его
грузовых
тележек, конечными выключателями, ограждениями рабочих площадок,
движущихся и
вращающихся частей крана, блокировкой открывания двери в кабину крана,
звуковым
сигналом.
Кроме
специальных металлургических кранов, в основном и вспомогательных цехах
установлено большое число мостовых электрических кранов общего
назначения
различной грузоподъемности. С помощью этих кранов выполняют большое
число
вспомогательных операций по уборке производственных помещений, ремонту
основного оборудования. В зоне действия этих кранов находится большое
число
работающих. Перемещение грузов кранами общего назначения осуществляют,
как
правило, два человека: машинист и подкрановый рабочий; они отвечают за
безопасную эксплуатацию крапа.
Основными
причинами несчастных случаев могут быть нарушения инструкций и правил
по
безопасному ведению работ машинистами кранов и подкрановыми рабочими;
неудовлетворительная организация профилактических ремонтов
оборудования;
отсутствие, неисправность или неиспользование приборов и устройств
безопасности.
Наиболее
часто встречающиеся нарушения — это провоз грузов над
работающими; разгрузка и
погрузка краном в железнодорожные вагоны в момент нахождения в них
стропальщиков; подъем груза при нахождении стропальщика в опасной зоне
и т. п.
Контрольные
вопросы
1.
Какие краны
применяют в черной металлургии? 2. На каких работах в металлургии
применяют
специальные краны? 3. Основные причины несчастных случаев при работе с
кранами.
2. Транспортирование
грузов двумя кранами
Для
транспортирования особо тяжелых грузов, а иногда при заливке металла
приходится
пользоваться двумя кранами (рис. 74, а).
Транспортирование
грузов двумя кранами — очень ответственная операция, поэтому
ее можно выполнять
лишь под непосредственным руководством лица, отвечающего за исправное
состояние
кранов и безопасное ведение работ. Подъем и перемещение груза
одновременно
двумя кранами допускается только при соблюдении следующих условий:
абсолютной
исправности обоих кранов и одновременности срабатывания тормозов;
равенстве
скоростей механизмов кранов и нагрузок, приходящихся на каждый кран;
горизонтальным положением груза при транспортировании, что достигается
подбором
стропов необходимой длины; вертикальном положении натянутых грузовых
канатов.
Если груз поднимают с помощью траверсы, то грузоподъемность ее должна
соответствовать массе поднимаемого груза. Когда краны имеют равную
грузоподъемность, траверса должна быть равноплечной (рис. 74,6), т.е.
грузовой
крюк должен находиться в ее середине. При разной грузоподъемности
кранов
траверсу делают неравно плечной. В этом случае грузовой крюк на
траверсе
располагают так, чтобы расстояние его до скоб (крюков кранов)' (рис.
74, в)
было обратно пропорционально грузоподъемности кранов L1/L2
=
Q2/Q1, где L1, и L2 —
расстояние
от крюка до скоб траверсы; Q1 и Q2 —
грузоподъемность кранов.
Следовательно,
короткое плечо траверсы должно располагаться в сторону крана большей
грузоподъемности, а длинное — в сторону крана меньшей
грузоподъемности. В
случае применения неравно плечной траверсы при подъеме грузов двумя
кранами
нагрузку, приходящуюся на каждый кран, проверяют по формулам  ;
;  , где P — общая
масса
поднимаемого груза и траверсы; А — расстояние между скобами
траверсы, т. е.
между вертикально опущенными крюками кранов.
, где P — общая
масса
поднимаемого груза и траверсы; А — расстояние между скобами
траверсы, т. е.
между вертикально опущенными крюками кранов.
Расстояния
между крюками кранов и траверсы при работе одновременно двумя кранами
для
наиболее часто встречающихся случаев даны в табл. 13:
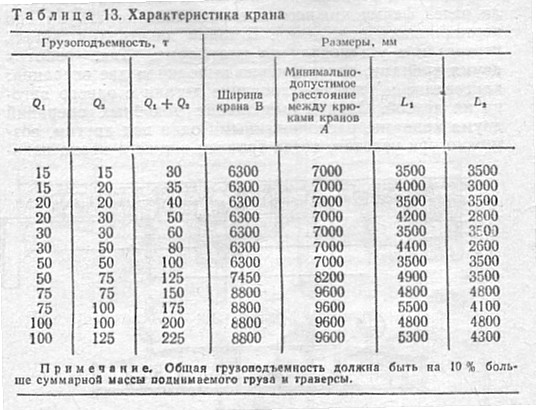
Для
кранов с
однорогими крюками навесные скобы траверс выполняют одинарными (рис.
74, б), а
для кранов с двурогими крюками двойными (рис. 74, в). Навешивание
траверс с
одинарными скобами на двурогие крюки не разрешается, и наоборот
— траверсы с
двойными петлями нельзя стропить на однорогие крюки. Длинные детали
типа валов,
колонн прессов и т. п., размеры которых больше 7—9 м, можно
транспортировать
без применения траверс.
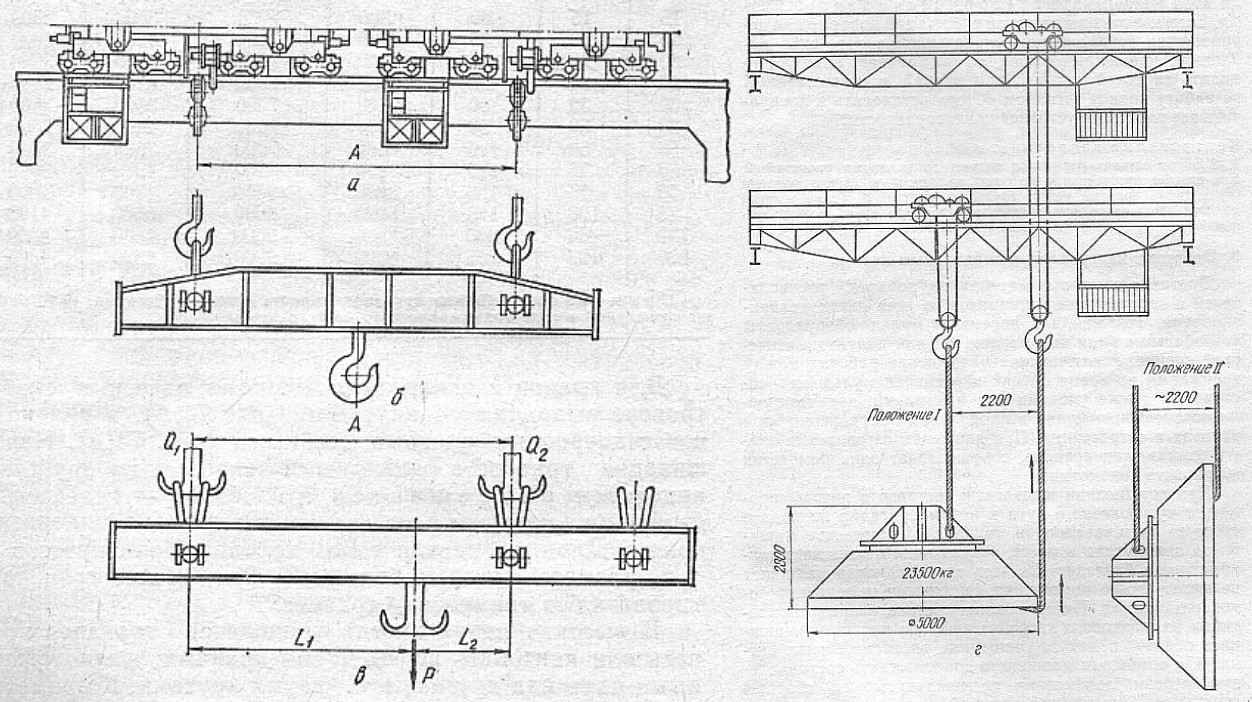
Рис.
74.
Транспортирование грузов двумя кранами:
а
—
мостовые
краны; б — равно плечная траверса; в — неравно
плечная траверса; г —
последовательность кантования (I, II — положение детали в
процессе кантования)
В
высоких
цехах иногда приходится транспортировать или кантовать грузы двумя
кранами,
расположенными один над другим, т. е. двумя ярусами. К примеру, на УЗТМ
нужно
было большой конус доменной печи взять двумя кранами с вагона
межцехового
транспорта из горизонтального положения (рис. 74,г, положение I) и
поставить
его на большегрузную платформу в вертикальное положение (рис. 74, г,
положение
II), поскольку диаметр детали превышал железнодорожные габариты.
Отправить
деталь на кантовальную площадку не представлялось возможным, поэтому
решили
сделать это двумя кранами, расположенными ярусами. Сначала нижним
краном деталь
приподняли в наклонное положение, затем верхним краном, крюк которого
пропустили через ферму нижнего крана, деталь подтянули до вертикального
положения. В таком положении деталь перевезли и установили на
платформе. Так,
работая двумя кранами, одновременно выполнили две операции: кантование
и
транспортирование детали с одного вагона на другой. Однако выполнение
подобных
операций двумя кранами, расположенными один над другим, возможно при
условии, когда
троллеи нижнего крана находятся снаружи, а канаты верхнего крана не
соприкасаются с фермами нижнего крана.
Ответственный за подъем грузов двумя кранами обязан перед началом работы ознакомить крановщиков и стропальщиков с массой груза, предназначенного для подъема, местом транспортирования и укладки груза, сигналами для крановщиков. Во время работы он должен находиться в таком месте, откуда хорошо видны поднимаемый груз и подаваемые сигналы. Проход посторонних людей и ведение каких-либо работ в опасной зоне перемещения груза категорически запрещается. Снимать конечные выключатели и ограничители хода механизмов категорически запрещает-с я. Если крановщик во время работы при подъеме или перемещении груза заметит неисправность какого-либо механизма крана или тормоза, то он обязан немедленно подать звуковой сигнал (три удара), а ответственный за работу кранов сигналом «Стоп» остановить и прекратить все работы до устранения неисправности.

Контрольные
вопросы
1.
В каких случаях
применяют подъем груза двумя кранами? 2. Как следует распределить
нагрузку на
краны в случае подъема груза двумя кранами разной грузоподъемности? 3.
Какие
условия должны обязательно выполняться при подъеме груза двумя кранами?
3. Доставка
материалов к плавильным
печам
Доставка
шихтовых материалов, добавок, раскислителей и заправочных материалов во
всех
цехах механизирована. Тележки для перевозки мульд оборудованы
устройствами для
автоматической или полуавтоматической сцепки, исключающие нахождение
рабочих
между тележками во время сцепки и расцепки мульдовых составов, а также
упорами
или приливами, препятствующими смещению мульд в продольном направлении
при
толчках и сотрясениях. При движении вагонетками вперед состав, как
правило,
сопровождает один помощник машиниста локомотива.
При
осаживании мульдовых составов в печной пролет от чугуновозного пути к
печам
бригадир по подаче стоит на пути завалочной машины, а помощник
машиниста
локомотива в месте, откуда видны машинист локомотива и бригадир. Во
всех
случаях, когда машинист не видит своего помощника, он должен немедленно
остановить состав. При движении состава вперед локомотивом из шихтового
двора
на рабочую площадку машинист обязан подавать учащенные оповестительные
сигналы,
а помощник машиниста сопровождать состав, следуя впереди локомотива по
междупутью со стороны машиниста. Замену неисправной мульдовой тележки
разрешается производить с помощью крана бригадиру шихтового двора,
шихтовщику
или бригадиру по подаче, имеющим права стропальщика.
Во всех
случаях ремонта составов переносные сигналы остановки должны
устанавливаться на
расстоянии не ближе 15 м от ремонтируемого состава.
Подачу
жидкого чугуна в цех производят чугуновозами автоматической сцепкой.
Ездить на лафетах чугуновозов и
производить их расцепку на
ходу запрещается. В момент подачи чугуна на
печную площадку рабочие,
находящиеся по пути следования состава, должны быть удалены в
безопасное место.
Транспортирование
краном ковшей с жидким чугуном вдоль цеха допускают только в цехах, где
отсутствуют железнодорожные пути вдоль фронта печей.
Доставку
ферросплавов в цех производят в мульдах, контейнерах или в бункерах
саморазгружающего типа. Подготовленные ферросплавы хранят в специальных
бункерах, расположенных между печами. Разгрузка ферросплавов в бункера
и подача
их к печам механизированы.
Загрузку
электроплавильных печей производят сверху специальной бадьей. Перед
загрузкой
бадьи необходимо осмотреть ее. При проверке определяют состояние
сегментов
бадьи, их крепление, исправность замка для закрепления каната,
состояние цепей,
их крепление к траверсе и седлу. Кроме того, состояние бадьи, замка и
цепей
проверяют после каждой загрузки печи.
Подавать
бадью под загрузку с оборванными
сегментами запрещается. Перед
загрузкой
шихты в бадью на дно ее следует уложить слой листовой
обрези для защиты замка и тросика от повреждения. Шихтовщик,
контролирующий
заполнение завалочных бадей, должен находиться в безопасном месте. При
загрузке
бадьи необходимо осматривать все пустотелые предметы. При наличии
материалов,
неизвестных шихтовщику, их откладывают в сторону для осмотра
пиротехниками. Для
подъема людей на верх бадьи и спуска во внутрь ее применяют легкие
переносные
металлические лестницы с крючьями, позволяющими закрепить их на борту
бадьи.
При производстве работ внутри бадьи один рабочий должен находиться
снаружи. При
выкате бадьи из шихтового пролета и обратно шихтовщик обязан убедиться,
что на
пути нет людей и габариты прохода не завалены шихтой. Между крайними
выступающими частями тележки и конструкциями здания, оборудованием и
складируемыми
материалами должно быть обеспечено расстояние не менее 700 мм по обе
стороны
тележки. Устройство пускового механизма тележки для транспортирования
завалочной бадьи должно исключать возможность произвольного начала ее
движения.
Подъем завалочной бадьи на рабочую площадку печи без седла (поддона)
запрещается. Для транспортирования завалочной бадьи краном применяют
специальную траверсу. О предстоящем подъеме бадьи на рабочую площадку и
во
время завалки шихты в печь подают звуковой сигнал.
После
завалки шихты в печь по команде бадья краном опускается на необходимую
высоту
от пола для осмотра. Во время осмотра шихтовщик обязан, лично убедиться
в
отсутствии кусков шлака и шихты на бадье и сегментах. Загружаемые в
электропечи
материалы предварительно просушивают или прокаливают. Подача сырых
материалов в
расплавленную ванну запрещена.
В
конверторных печах для перевозки бадей, мульд и совков применяют
самоходные
тележки (скраповозы). Тележки оборудуют двумя пультами управления. При
движении
тележки подают звуковой сигнал. Тележки для перевозки совков оборудуют
надежно
действующими тормозами и упорами, препятствующими смещению совков с
тележек. На
скраповозе установлены два однотипных механизма перемещения, работающих
совместно. При выходе из строя одного из механизмов, второй
обеспечивает
нормальную работу скраповоза до окончания операции. На торцевых балках
скраповозов расположены специальные крюки, предназначенные для
передвижения из конверторного
отделения при аварии или выходе из строя обоих механизмов перемещения.
Для
этого имеется специальная лебедка с тяговым усилием 5 т.
Управление
всеми механизмами по доставке и загрузке сыпучих материалов в конвертор
осуществляется дистанционно.
Жидкий
чугун
к конверторам подают в ковшах, перемещаемых электрифицированными
тележками,
электровозами и тепловозами. Подача ковшей паровозами запрещается. В
каждом
конверторном цехе должны быть установлены безопасные зоны стоянки
локомотивов
на время слива чугуна в конвертор.
Склады
заготовок и слитков оборудуют пратцен-кранами, рольгангами, шлепперами
и
сталкивателями.
Пратцен-краны
имеют электромагниты, а механические подхваты (лапы) устраняют
возможность
падения груза в случае отрыва их от электромагнита.
Рольганг
(роликовый конвейер) — устройство для транспортирования
массовых и штучных
грузов по роликам, размещенным на небольшом расстоянии один от другого
па
опорной станине. Рольганги бывают приводные и не приводные. На
последних грузы
перемещают вручную или они по наклону сползают под действием
собственной массы,
а на приводных вращаются от специального привода. Не приводные
рольганги нашли
широкое применение на складах, приводные в прокатных цехах. Шлеппер
— механизм,
применяемый в прокатных станах, складах для поперечного перемещения
прокатываемого металла; он состоит из штанги, захвата и специального
привода.
Сталкиватели и сбрасыватели предназначены для разгрузки конвейера,
приемного
устройства.
Заготовки
в
местах складирования следует укладывать правильными штабелями в клетку.
Площади
под штабелями должны быть строго горизонтальными. Между рядами штабелей
следует
оставлять проходы не менее 1 м. Допускаемая высота штабелей в
соответствии с
размерами заготовок и слитков, способами укладки и погрузки приведена
ниже, м:
Примечание.
В числителе механизированный способ погрузки, в знаменателе —
немеханизированный.
Заготовки
и
слитки перед их осмотром и зачисткой охлаждают ниже 50 °G. При
этом кантование
заготовок и слитков должно быть механизировано. При удалении пороков с
заготовок и слитков огневым способом необходимо проверить шланги,
подводящие
газ. Они не должны иметь повреждений, приводящих к утечке газа.
Кислород на
участке огневой зачистки заготовок подают централизованно по
трубопроводам из центральной
кислородной станции или рампы. Доставка
кислорода к
местам огневой зачистки
в баллонах не допускается.
Контрольные
вопросы
1.
Правила доставки
материалов к мартеновским печам. 2. Как загружают материалы в
электроплавильную
печь? 3. Как подают материалы к контейнеру? 4. Правила складирования
заготовок.
4. Знаковая
сигнализация рукой,
применяемая при перемещении грузов кранами
На
предприятии должен быть установлен порядок обмена условными сигналами
между
стропальщиком и крановщиком (машинистом), рекомендуемыми
Госгортехнадзором СССР
(табл. 14). Таблица 14.
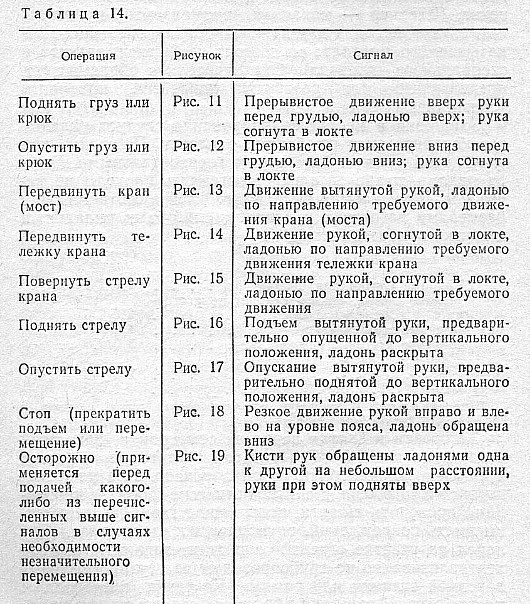
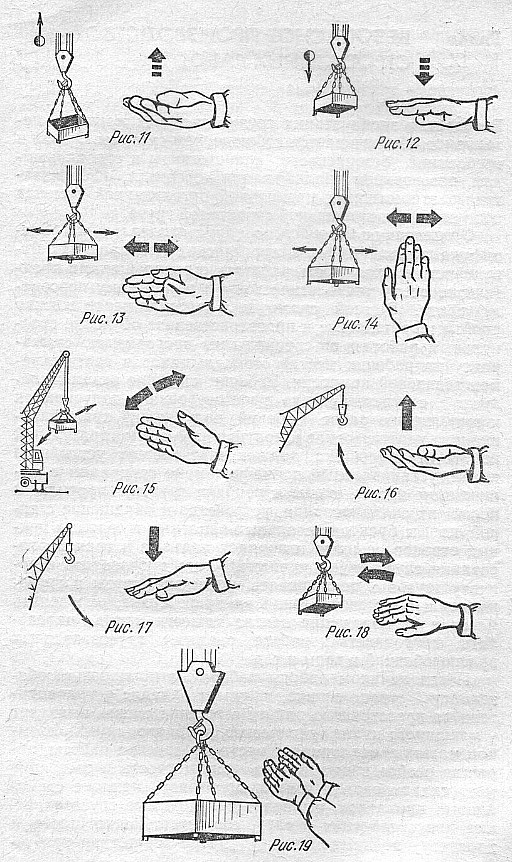
Глава
IX БЕЗОПАСНОЕ
ПРОИЗВОДСТВО СТРОПАЛЬНЫХ РАБОТ
Безопасная
эксплуатация грузоподъемных машин и
механизмов обеспечивается
соблюдением
системы правил и требований безопасности крановщиком и стропальщиком,
повышением квалификации персонала, обслуживающего эти машины,
правильной
организацией ремонта оборудования, правильной строповкой груза.
Организация
безопасного
труда стропальщика. Специфика
работы на металлургических предприятиях определяет
необходимость работать стропальщиками практически всему
технологическому и
ремонтному персоналу цехов. В этой связи весь персонал цехов должен
пройти
теоретическое и производственное обучение стропальным работам по
специальным
программам, стажировку на рабочих местах стропальщиков и сдать экзамен
заводской комиссии. Рабочие, сдавшие экзамен, получают соответствующие
удостоверения и допускаются к выполнению работ. Рабочий, получивший
квалификационное удостоверение и допущенный к самостоятельной работе
стропальщика,
должен знать общее устройство крана, установленный порядок обмена
сигналами с
машинистом крана, схемы строповки грузов, правила и нормы их
складирования,
устройство и обращение с тарой, нормы браковки стальных канатных и
сварных
цепных стропов, условия и порядок подъема и транспортирования груза
двумя
кранами, уметь производить строповку грузов и подвешивать правильно
грузы и
грузоподъемные приспособления на крюк крана, определять массу и
расположение
центра тяжести груза, определять пригодность к работе съемных
грузозахватных
приспособлений и тары и т. д.
Перед
началом работы рабочий, выполняющий обязанности стропальщика, получает
задание
у руководителя на предстоящую работу в течение смены, выявляет у
машиниста
крана техническое состояние грузоподъемной машины, осматривает место
проведения
работы, обращая особое внимание на освещенность и состояние мест
складирования
грузов, проверяет наличие специальных прокладок, выбирает необходимые
грузозахватные приспособления и тару, соответствующие массе и характеру
поднимаемого груза. При отсутствии требуемого грузозахватного
приспособления,
бирки или клейма на нем, при неисправности крана работу по подъему
грузов не
производят.
До
начала
работы стропальщик должен определить массу поднимаемого груза для
транспортирования,
так как перегрузка крана может привести к авариям и травмам. Все работы
стропальщик обязан производить в рукавицах.
Современные
металлургические краны имеют несколько независимых подъемных
механизмов, но
работать разрешается, как правило, только одним. Поэтому стропальщик
перед
подъемом груза требует от машиниста, чтобы неработающий механизм
подъема был
освобожден от грузозахватных приспособлений и поднят в верхнее
положение.
Обвязку и зацепку грузов производят в соответствии со схемами
строповки,
разработанными на данном заводе.
Пакеты
сортового и листового металла перед транспортированием обвязывают
специальной
лентой или отожженной стальной проволокой. При строповке труб и других
полых
деталей необходимо удалить из полостей все предметы, которые могут
выпасть при
транспортировании, и убедиться в том, что предназначенный к подъему
груз ничем
не укреплен, не защемлен, не завален, не приварен или не примерз к
земле. При строповке груза
стропальщику запрещается использовать
стропы, не предусмотренные схемами строповки, подвешивать груз на один
рог
двурогого крюка, использовать стропы, у которых угол между ветвями при
строповке получается более 90°. Перед подъемом
груза стропальщик должен
удалить людей из зоны действия крана и убедиться в безопасности
выполнения
работ.
Перемещение
грузов над перекрытиями, под которыми располагаются производственные
или
служебные помещения, где могут находиться люди, производят с
дополнительными
мерами безопасности: установкой плакатов, ограждений, сигнализации,
предупреждающих знаков о перемещении груза или ограничивающих
передвижение
людей в зоне действия крана.
При
снятии
оборудования с фундамента стропальщик в обязательном порядке выполняет
следующие требования безопасности: убеждается, что с электропривода
оборудования
снято напряжение, все гайки фундаментных болтов отвернуты и сняты;
выясняет,
оторвано ли оборудование от фундамента с помощью клиньев или домкрата;
следит
за подъемом, который должен осуществляться без перекосов и заеданий на
фундаментных болтах. Подъем длинномерного груза производят с
применением
специальных оттяжек из пенькового каната, с помощью которого груз можно
удерживать от разворота. Перемещение груза в горизонтальном направлении
осуществляют на высоте не более 0,5 м от встречающихся па пути его
перемещения
предметов; при этом обязательно сопровождение стропальщиком, идущим за
грузом.
Стропальщик может не сопровождать груз, если зона действия крана
ограждена,
вывешены плакаты, запрещающие вход в эту зону, и в зоне нет людей,
кроме стропальщика.
Работы производят два стропальщика, один из которых производит зацепку
грузов,
а второй освобождает груз от грузозахватного приспособления; обоим
стропальщикам на всем пути транспортирования должен быть виден
перемещаемый
груз.
Перед
опусканием груза стропальщик проверяет наличие соответствующей
прочности
подкладок под устанавливаемые грузы и отсутствие людей в опасной зоне.
Всем
стропальщикам должно быть вменено в обязанность при строповке или съеме
стропов
не давать сигнал крановщику на подъем крюка до тех пор, пока руки
стропальщика
не будут сняты со стропов или крюка.
Установку
грузов производят с помощью специальных крючьев длиной не менее 1,5 м.
При
выполнении ремонтных работ, связанных с точной установкой оборудования,
металлоконструкций, деталей, разрешается разворачивать и направлять
груз
руками. В этом случае можно браться за груз руками только тогда, когда
он
находится не выше 100 мм от места установки. Укладку грузов на площадки
производят с соблюдением следующих габаритов: расстояние от головки
рельса
железнодорожного пути до груза или штабеля высотой до 1,2 м—
не менее 2 м, а
при большей высоте штабеля — не менее 2,5 м; от выступающих
частей подвижного
состава узкоколейного пути, а также от наружных частей передаточных
тележек до
штабеля или груза — не менее 1 м; от оборудования до штабеля
или груза — не
менее 0,7 м; между штабелями имеются проходы в поперечном направлении
пролета
шириной не менее 1 м и вдоль пролета не менее 2 м, а также проезды,
ширина
которых равна габариту транспорта плюс 1 м с каждой стороны; высота
штабеля при
укладке с участием стропальщика — не более 2 м, без участия
его — не более 4 м.
Во всех
случаях независимо от механизации укладки грузов с помощью кранов
высота
штабеля не должна превышать наименьший размер в основании штабеля.
Безопасность
труда стропальщика
литейных кранов. Выполнение операций с помощью литейных кранов (заливку
чугуна
в миксеры, конверторы, мартеновские печи, перелив стали из ковша в
ковш,
разливку стали в изложницы, заливку форм) разрешают только в том
случае, если
люди удалены из опасной зоны действия кранов. На стропальщиков,
обслуживающих
эти краны (миксеровых, сталеваров и их подручных, старших вагранщиков,
заливщиков), возлагают дополнительную ответственность за осмотр
грузозахватных
органов при их зацепке. Поэтому перед началом работы литейного крана
стропальщик обязан осмотреть грузозахватные органы, а также ковши и
чаши и
убедиться в отсутствии трещин и деформаций в пластинчатых и кованых
крюках и
серьгах, а также металлоконструкциях траверс главного подъема и траверс
для
ковшей и чаш; надежности крепления осей пластинчатых крюков и траверс,
кованых
крюков, осей блоков и канатных балансиров; исправности реборд блоков и
их
свободном вращении; отсутствии трещин и деформаций в цапфах и проушинах
ковшей
и шлаковых чаш; исправности ковшей и чаш, а также отсутствии в них
шлака,
скрапа, влаги.
При
транспортировании жидкого металла и шлака стропальщик следит за уровнем
заполнения сталеразливочных (чугуновозных) ковшей и шлаковых чаш. Перед
транспортированием
ковша он обязан потребовать от машиниста крана проверки исправности
действия
тормозов механизма подъема. Машинист крана поднимает ковш на высоту до
300 мм
от опорных плоскостей стенда (лафета) и проверяет исправность и
эффективность
работы тормозов.
Стропальщик
следит за правильностью и надежностью зацепки крюка вспомогательного
подъема за
проушину ковша перед его кантованием.
Запрещается производить с
помощью литейных
кранов транспортирование чугуновозных ковшей вдоль пролетов,
передвижение
составов чугуновозов и шлаковозов; разливку стали на разливочных
площадках
против ремонтируемой сталеплавильной печи; разборку сталеразливочных
составов,
залитых металлом, без предварительной подрезки кислородом разлитого
металла.
Безопасность
труда стропальщика
магнитного и грейферного кранов. В зоне действия
магнитных и грейферных кранов нахождение
людей не разрешается. Стропальщиков, обслуживающих эти краны, допускают
в зону
действия крана (для зачистки составов, сцепки или расцепки их) только в
перерывах
работы крана, после того, как магнит или грейфер опущены на землю. Если
по
производственной необходимости в зоне действия крана находятся рабочие,
занятые
на непрерывных технологических процессах производства (шихтовщики в
сталеплавильных цехах, бензорезчики в копровом, газовырубщики в
прокатном),
принимают дополнительные меры, обеспечивающие безопасность работы;
устанавливают у входов и въездов в цехи световые табло и плакаты,
предупреждающие о производстве работ магнитными и грейферными кранами и
запрещающие
вход и въезд в эти цехи посторонним лицам; сооружают постоянные и
переносные
ограждения опасной зоны работы крана; вывешивают предупредительные
плакаты,
ограничивающие район производства погрузочно-разгрузочных работ;
устраивают
безопасные проходы, оборудованные крытыми галереями; организуют
маршруты
безопасного транспортирования грузов. Перед началом работы магнитного
крана
стропальщик проверяет состояние грузозахватного приспособления для
подвески
электромагнита к крюку или траверсе крана; наличие маркировки
электромагнита,
грузоподъемность и собственную массу его; исправность изоляции гибкого
кабеля,
питающего электромагнит; исправность электромагнита (пробным подъемом
груза).
Перед началом работы грейферного крана стропальщик, осматривая грейфер,
проверяет состояние челюстей, шарнирных соединений, соединительных тяг;
наличие
бирки на грейфере, его номер, вид материала, для которого он
предназначен;
грузоподъемность и собственную массу; плотность закрывания челюстей
(пробным
подъемом груза).
Во
время
работы магнитного или грейферного крана машинист наблюдает за маршрутом
движения крана и держит в поле зрения ту часть опасной зоны, где
наиболее
вероятно появление людей. Отключение электромагнита при погрузке скрапа
в
бадьи, мульды и контейнеры производят на высоте не более 0,5 м от их
днищ.
Запрещается производить с
помощью магнитных и
грейферных кранов погрузку в движущиеся железнодорожные вагоны;
погрузочно-разгрузочные работы, пока не отцеплен от состава локомотив,
а под
колеса вагонов не подставлены тормозные колодки; перевозку порожней
тары при
опущенном в нее электромагните; транспортирование оборудования, людей,
а также
работы, для которых данные краны не предназначены; перемещение скрапин
размером
более 200?200 мм, а также
расплавленного и раскаленного шлака.
По
окончании
работы магнитного и грейферного кранов стропальщик опускает
электромагнит или
грейфер на специально предназначенное и оборудованное для них место,
отключает
кабель электромагнита или подвесного моторного грейфера, если
подключение
выполнено с помощью вилки, и освобождает крюк крана от навесного
приспособления
одноканатного или подвесного моторного грейфера.
Безопасность
труда
стропальщика пратцен-крана. Перед началом
работы пратцен-крана стропальщик проверяет
состояние граблей (ЛАЛ) и надежность их крепления к траверсам,
состояние цепных
стропов подвески электромагнитов и надежность их крепления к траверсам
и
электромагнитам; ограждает переносными предупредительными плакатами
зону
действия крана и удаляет из нее людей. При транспортировании грузов
стропальщик
следит за тем, чтобы грабли не доходили до заготовок не менее чем на
100 мм.
Транспортировать
груз разрешается, если подведенные под магнит подхваты не перекрывают
всех
заготовок или заготовки располагаются несимметрично относительно оси
шахты.
Запрещается производить укладку металла на стеллажи вырубки, если они
не
очищены от обрези и окалины.
Стропальщик
во время укладки штабеля должен находиться в безопасной зоне с учетом
возможности рассыпания штабеля заготовок.
Контрольные
вопросы
1.
Что должен знать
стропальщик, допущенный к самостоятельной работе? 2. Каковы правила
безопасности труда стропальщика литейных кранов? 3. Какие правила
должны
соблюдать стропальщики электромагнитного и грейферного кранов для
обеспечения
безопасного ведения работ? 4. Что должен делать стропальщик
пратцен-крана для
безопасного ведения работ?
Яня
Иосифович Оберман
СТРОПАЛЬНОЕ
ДЕЛО
Редактор
издательства Ю. Р. Хмельиоп Художественный редактор Ю. И. Смурыгнн
Технический
редактор В. М. Курпяева Корректоры Н. П. Собко, Т. В. Чуприс
ИБ №
2761
Сдано в
набор 23.04.85. Подписано в печать 17.07.85. Т-12460. Формат бумаги
84Х108'/зг.
Бумага типографская № 2- Гарнитура литературная. Печать высокая. Усл.
печ. л.
10,92. Усл. кр.-отт. 11,13. Уч.-изд. л. 12,22. Тираж 90 000 экз. Заказ
№ 192.
Цена 30 к. Изд. № 1060
Ордена
Трудового Красного Знамени издательство
«Металлургия», 119857, ГСП, Москва,
Г-34, 2-й Обыденский пер., д. 14
Владимирская типография Согозполнграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжной торговли 600000, г. Владимир, Октябрьский проспект, д. 7


Ручная
лебёдка.
Ручные
монтажно-тяговые лебедки МТМ, предназначены для подъема и перемещения
груза на
строительных площадках или в промышленном производстве. Грузовой трос
лебедки
МТМ не наматывается на барабан, а пропускается через тяговый механизм
лебедки.
За счет реализации этого принципа длина троса составляет 20-30 метров
(можно
использовать канат неограниченной длины), а тяговое усилие достигает 5
тонн.
Принцип работы
монтажно-тяговой
лебедки МТМ и ее преимущества
Рукояткой
переднего хода и рукояткой заднего хода трос перемещается по прямой
линии для
реализации подъема груза, перемещения по горизонтали и наклонной
плоскости и
удерживания в затянутом состоянии тяжеловесного груза, затрачивая на
это
минимум ручной силы.
Захватывающий
трещеточный механизм МТМ лебедки поочередно то натягивает, то отпускает
трос в
переднем и заднем блоке внутри корпуса лебедки, при этом, двигая
вперед-назад
рычагом переднего хода или рычагом заднего хода, можно двигать груз.
После
того, как стальной трос будет вставлен в верхний зубчатый захват, а
затем он
пройдет в нижний зубчатый захват, он будет постоянно находится в
зажатом
состоянии между зубцами с помощью имеющейся для этих целей пружины.
Благодаря
тому, что зубчатая поверхность захватов механизма создает увеличенную
силу
трения между собой, эта сила удерживает прочно трос при перемещении
груза
(рычаг захватного механизма лебедки наклонен назад от груза).
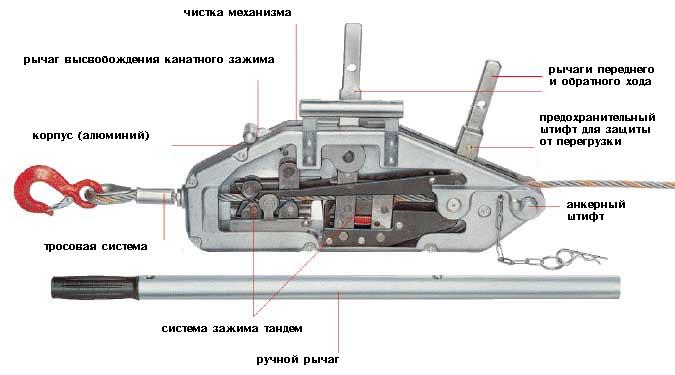
Все
серийно
выпускаемые лебедки МТМ имеют изменяемую рабочую чувствительность
пружин,
высокую механическую эффективность, большую износостойкость троса.
Зубчатые
захваты механизма очень надежны и даже при длительной эксплуатации они
сохраняют рабочее состояние, так как сделаны из качественной закаленной
стали.
Предохранительный
штифт лебедки автоматически остановит рычаг, если допустимый вес груза
будет
превышен в 1,25 раза от установленной нормы. Но даже после таких
случаев,
лебедка будет работать надежно.

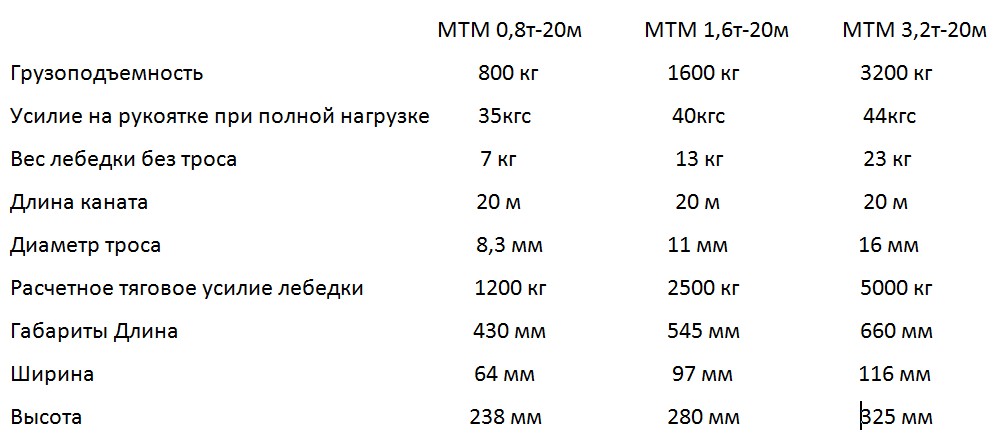

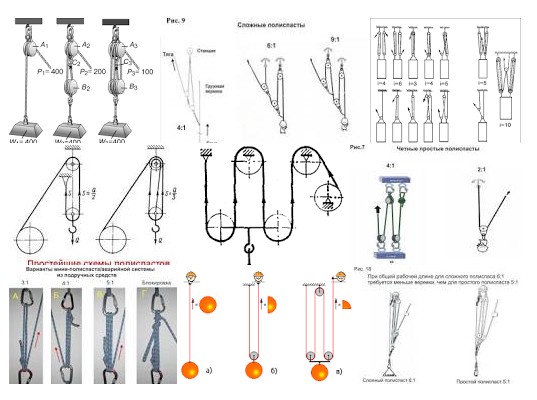
??
Полиспаст (др.-греч.
πολ?σπαστον
от
πολ?σπαστος)
— натягиваемый многими верёвками или канатами) таль,
грузоподъёмное устройство, состоящее из собранных в подвижную и
неподвижную
обоймы блоков, последовательно огибаемых канатом или цепью, и
предназначенное
для выигрыша в силе (силовой полиспаст) или в скорости (скоростной
полиспаст). Определение
сопротивлений в неподвижных блоках.
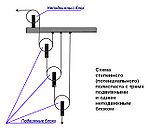
Скорость
каната при огибании неподвижного блока не меняется. При движении каната
неподвижный блок приводится во вращение силами трения, возникающими
между канатами
и ручьём (канавкой) блока. При этом натяжение S2 сбегающей ветви каната
будет
больше натяжения S1 набегающей ветви на сопротивление жёсткости каната
и
сопротивление трения в подшипниках блока:
S2
= S1
+ Wж
+ Wоп,
где:
Wж -
сопротивление жёсткости каната, приведённое к ободу блока;
Wоп -
сопротивление в подшипниках блока, приведённое к ободу блока.

В этой
формуле не учтено дополнительное сопротивление трения каната о реборду
блока в
момент набегания и сбегания каната, возникающее при отклонении каната
от
плоскости блока. Вследствие жёсткости канат при набегании на блок не
сразу
входит в его ручей, а при сбегании не сразу приобретает прямолинейное
положение.
В силовом полиспасте груз подвешивается к подвижной обойме, а тяговое
усилие
прикладывается к ветви каната, сбегающей с последнего из
последовательно
огибаемых канатом блоков. Сила натяжения каната (без учёта потерь на
трение)
определяется как частное от деления массы груза на кратность полиспаста
(под
кратностью полиспаста понимается число ветвей каната, на которые
распределяется
груз). Скоростной полиспаст — по существу обращённый силовой
полиспаст, то есть
усилие (обычно от гидравлического или пневматического силового
цилиндра)
прикладывается к подвижной обойме, а груз подвешивается к сбегающему
концу
каната. Выигрыш в скорости при использовании такого полиспаста
получается в
результате увеличения высоты подъёма груза, которая равна произведению
хода
поршня силового цилиндра на кратность полиспаста. Во многих кранах по
конструктивным соображениям механизм подъёма груза расположен не над
крюковой
обоймой. В этом случае появляется необходимость в установке между
полиспастом и
барабаном неподвижных направляющих блоков.
Полиспаст ⇒ этот механизм можно сделать самому, например, для поднятья груза наверх руками.